Na chutné knedle budete potrebovať
Príprava morčacieho kebabu: Filet umyjeme, osušíme, cez zrno nakrájame na veľké kúsky, ošúpeme...
Spoľahlivá a bezpečná prevádzka systémov, zariadení, budov a štruktúr podnikov je neoddeliteľne spojená s opravárenskou činnosťou. EZh hovoril o smeroch na zlepšenie štruktúry riadenia systému údržby a opráv v minulom roku (pozri č. 32). Dnes budeme hovoriť o prístupoch k hodnoteniu efektívnosti údržby a opráv. Vladimir Minaev hovorí: generálny riaditeľ JSC "Atomenergoremont", Ph.D.
Systém MRO je súbor procesov, organizačných štruktúr, technického vybavenia opráv a metodickej podpory, ktoré zabezpečujú efektívnu údržbu a opravy zariadení podniku.
Stratégie opráv
Tu sú tri hlavné stratégie.
Prvým je klasická plánovaná preventívna údržba (PPR). Ide o cyklus opráv (vopred stanovený sled opráv určitého druhu a intervaly medzi nimi) a nastavenie rozsahu prác pri vykonávaní opráv určitého druhu. Vo verzii PPR, nazývanej „plánovanie chodu“, vzhľadom na špecifikované objemy a dodržanie pevnej postupnosti opráv nie je čas medzi nimi určený kalendárom, ale v závislosti od prevádzkových hodín zariadenia (hodiny prevádzky, počet spustení atď. .).
Druhým je oprava poruchy. Zariadenie je opravené (alebo vymenené) z dôvodu jeho poruchy a nemožnosti jeho ďalšieho použitia. Technicky je to opodstatnené pri niektorých typoch zariadení, ak ich prvky zlyhajú náhodne, bez ohľadu na dĺžku ich prevádzky ekonomicky, keď sú následky poruchy nevýznamné a preventívne opatrenia sú drahšie ako výmena chybnej jednotky alebo zariadenia. Ak existujú jasné dôkazy o blížiacej sa poruche (zvýšené vibrácie, únik oleja, zvýšenie teploty nad povolenú úroveň, známky neprijateľného opotrebovania), môžete si vybrať možnosť „oprava, keď sa vyskytnú chyby“.
Tretia je „oprava podľa stavu“. Pri tejto stratégii objem opráv a čas medzi nimi nie sú vopred pevne stanovené, ale sú stanovené na základe výsledkov pravidelných auditov (prehliadok) zariadení a monitorovania ich stavu pomocou automatizovaných kontrolných a diagnostických nástrojov. Táto stratégia vám umožňuje výrazne šetriť zdroje, preto sa považuje za najprogresívnejšiu pre zložité a drahé vybavenie.
V súčasnosti sa metóda opravy jednotky, ktorá zahŕňa výmenu jednotky alebo jej časti a servis zariadenia, stáva dnes ziskovejšou a prioritou pre zákazníka. Táto metóda výrazne znižuje čas opravy. Servisná údržba je bežná v mnohých odvetviach a hoci stojí zákazníka o niečo viac, má veľkú perspektívu do budúcnosti.
Náš systém údržby a opráv je založený hlavne na vykonávaní údržbárskych prác. V blízkej budúcnosti sa plánuje pristúpiť k oprave viacerých zariadení na základe ich technického stavu a metódou opravy kameniva resp. služby zariadení.
Účinnosť údržby
Efektívnosť údržby a opravy je určená pomerom max možný výsledokÚdržba a opravy (vysoká kvalita práce pri dodržaní štandardnej doby opravy) na minimálne možné prevádzkové náklady (minimálna primeraná úroveň nákladov bez straty kvality a objemu vykonaných prác).
Výsledkom prác MRO, ako aj rekonštrukcie a modernizácie zariadení blokov, generálnych systémov elektrárne a vonkajších zariadení prevádzkovaných jadrových elektrární je ich spoľahlivá a bezporuchová prevádzka počas plánovaného obdobia generálnej opravy. Ekonomicky to znamená žiadne finančné straty za nedostatočne vyrobenú elektrinu z dôvodu neplánovaných odstávok a odstávok zariadení jadrovej elektrárne na opravy.
Výkon opravárenského personálu sa zvyčajne hodnotí podľa priemerného mesačného výkonu na pracovníka (pozri diagram).
Takéto meranie produktivity práce má značnú nevýhodu - závisí od obmedzených finančných prostriedkov na opravy, cenovej štruktúry, počtu personálu a tarify za prácu. A pri manipulácii s koeficientmi pre odhady, direktívnom znižovaní nákladov v zmysle limitov na údržbu a opravy, existujúcej regulovanej dobe trvania opráv, tento prístup nereflektuje skutočnú produktivitu práce - cenová zložka je príliš vysoká.
Správnejšie je použiť metódy hodnotenia zdrojov 1.
Tu sú tri takéto ukazovatele.
Pracovná náročnosť opráv je hlavným ukazovateľom zdrojov. Náročnosť práce je kvantitatívne regulovaná technickou normalizáciou 2 .
Napríklad pracnosť priemernej opravy bloku sériovej jadrovej elektrárne je 520 000 človekohodín, trvanie opravy v jednom prípade je 40 dní, v inom - 35 (13 000 človekohodín/deň a 15 000 človekohodín/ deň). Je zrejmé, že v druhom prípade je produktivita práce opravárov vyššia.
Ďalším dôležitým ukazovateľom produktivity práce je normovaný počet pracovníkov v opravách (pomer štandardného počtu pracovníkov vypočítaných podľa regulačného rámca k skutočne zamestnaným v opravách).
Tretím ukazovateľom je index produktivity práce. Môže byť reprezentovaný na základe skutočných údajov a údajov o prírodných zdrojoch vo forme závislostí:
IPT = TrE/DlR;
IPT = LF/FF,
kde: IPT - index produktivity práce;
ТрЭ — pracovná náročnosť opravy bloku;
DLR - trvanie opravy jednotky (môže byť normatívna a skutočná);
NF je štandardný počet personálu potrebného na vykonanie opráv jednotky;
PF - skutočný počet personálu zamestnaného pri oprave jednotky.
Podľa metodiky schválenej koncernom 3 je jedným z ukazovateľov skrátenie času opravy 4:
Výsledky hodnotenia efektívnosti skrátenia času opráv sa využívajú na motiváciu práce opravárov a dodávateľov JE.
A keďže trvanie opráv nemožno skrátiť na úkor spoľahlivého a bezpečná prevádzka Metodológia JE poskytuje hlavné pokyny na skrátenie dodacích lehôt:
Skrátenie času opravy je zároveň spojené s dodatočným príjmom vo forme výnosov z predaja dodatočne vytvorených elektrická energia(podľa jeho dopytu na trhu) a náklady v dôsledku intenzifikácie (prechod na trojzmennú prácu) práce opravárov.
Ekonomicky je skrátenie doby opráv efektívne za predpokladu, že dodatočné náklady pokryje výnos z predaja dodatočne vyrobenej elektriny a ešte zostane dodatočný zisk.
Spôsoby zvýšenia efektívnosti MRO
Zvyšovanie efektívnosti MRO je proces znižovania strát z nedostatočnej výroby elektriny v dôsledku odstávok a odstávok systémov a zariadení JE pri opravách pri optimalizácii nákladov na MRO bez straty kvality vykonaných prác.
V jadrovej energetike je dôležitá najmä schopnosť riadiť výrobu a rozhodovať sa včas možné následky kvôli nečinnosti manažérov. Rozvetvená štruktúra s mnohými úrovňami riadenia môže viesť k zmätku vo výrobe, k chybným rozhodnutiam alebo, čo je ešte horšie, k ich nerobeniu vôbec. Odstraňovanie následkov takéhoto manažmentu je veľmi nákladné.
Uvádzame hlavné spôsoby zvýšenia efektívnosti MRO a smery ich implementácie.
1. Zlepšenie riadiacej štruktúry systému údržby a opráv (pozri „EZh“, 2012, č. 32).
2. Optimalizácia plánovaných termínov údržbárskych prác.
2.1. Zavedenie jednotného sektorového systému plánovania ekonomických zdrojov.
Vzhľadom na rozsiahlu sieť pobočiek je uplatňovanie jednotného prístupu k plánovaniu zdrojov prioritnou úlohou spoločnosti. A želaný výsledok sa dá dosiahnuť len prísnou ekonomicky opodstatnenou centralizáciou zdrojov.
2.2. Zavádzanie nových technológií pre opravy zariadení a technologických zariadení pre MRO.
V rámci renovácie technického vybavenia bol vypracovaný investičný program, ktorý zahŕňa:
2.3. Zlepšenie technická dokumentácia na procesy.
Keďže technologická dokumentácia pre údržbu a opravy bola vypracovaná pred mnohými rokmi a vychádza z technológií minulého storočia, je potrebné zlepšiť jej kvalitu:
Dokumentácia, najmä dobrá dokumentácia, sa už dávno stala komoditou a jej distribúcia je obmedzená. Rovnako ako skúsenosť je dedičstvom súčasnej generácie, takže jej relevantnosť a zlepšovanie ovplyvní kvalitu a spoľahlivosť práce tých, ktorí nás nahradia.
2.4 Skvalitnenie prípravy opravárenského personálu v špecializovaných vzdelávacích a školiacich strediskách s využitím plnohodnotných makiet a plnohodnotných vzoriek zariadení (Inžiniersko-technické centrum spoločnosti zabezpečuje školenia, preškoľovanie a udržiavanie kvalifikácie pracovníkov vo viacerých viac ako 100 vzdelávacích programov v 37 špecializáciách).
3. Znižovanie strát z nedostatočnej výroby elektriny v dôsledku neplánovaných odstávok a odstávok zariadení na opravy.
3.1 Zlepšenie systému riadenia MRO prechodom na riadenie MRO ako projektu:
3.2 Vytvorenie subsystému riadenia opráv na báze ASU-Repair, integrovaného do jednotného odvetvového informačného systému:
3.3 Vytvorenie funkčného systému zabezpečenia kvality pri vykonávaní údržby a opráv zahŕňa vývoj:
4. Zníženie prevádzkových nákladov z hľadiska celkových nákladov na MRO.
4.1. Optimalizácia objemu opravárenské práce:
4.2. Optimalizácia rozloženia prác vykonávaných vo vlastnej réžii a na zákazku.
Návrhy na optimalizáciu nákladov na MRO s prihliadnutím na osobitosti finančnej a ekonomickej činnosti podniku sú uvedené v tabuľke.
Prechod na nové technológie opráv zariadení, predovšetkým opravy na základe technického stavu, výrazne zvýši efektivitu MRO.
Princíp organizácie opráv na základe technického stavu možno implementovať pri organizácii servisu zariadení vyriešením nasledujúcich problémov:
V rámci investičného programu - organizovanie výrobného procesu údržby a opráv jadrovej elektrárne - sa plánuje vykonať opatrenia na organizáciu opráv zariadenia podľa jeho technického stavu:
Všetky spôsoby zlepšenia efektivity práce MRO sú v rôznej miere spojené s nákladmi a je výsadou zákazníka rozhodnúť sa, ktorý z nich použije. Len integrovaný prístup k výberu spôsobov zvýšenia efektivity práce MRO vedie k najlepšiemu výsledku.
1 Zdrojový prístup k hodnoteniu produktivity práce a efektívnosti výroby sa tradične vo väčšej miere využíva skôr pri výrobe produktov ako pri poskytovaní služieb.
2 Technická normalizácia - stanovenie technicky správnych noriem pre mzdové náklady, strojový čas a materiálové zdroje na jednotku produkcie.
3 Metodika hodnotenia výkonnosti opravárenského personálu pri optimalizácii času opráv jadrových blokov.
4 Skrátenie času opráv energetických blokov JE podľa metodiky nemožno robiť na úkor spoľahlivej a bezpečnej prevádzky JE.
Opatrenia na optimalizáciu nákladov na MRO
|
Úroveň nákladov |
Diania |
Zvláštnosti |
|
Výdavky |
1. Optimalizácia počtu pracovníkov podieľajúcich sa na vykonávaní údržbárskych a opravárenských prác – zdôvodnenie optimálny pomer výdavky koncernu na údržbu a opravy vykonávané ekonomickými a zmluvnými metódami. 2. Stanovenie kritérií používaných v procese rozpočtovania podniku ako podniku služieb koncernu |
1. Potreba zosúladiť výdavkové položky rozpočtu koncernu s príjmovými položkami rozpočtu spoločnosti. 2. Potreba zohľadniť možnosť zvýšenia nákladov spoločnosti pri vykonávaní údržbárskych a opravárenských prác na základe zmluvy |
|
Výdavky |
1. Optimalizácia počtu zamestnancov spoločnosti - optimalizácia pomeru vlastných nákladov k nákladom na získanie subdodávateľov. 2. Budovanie finančných a ekonomických vzťahov s koncernom s cieľom vyhnúť sa hotovostným medzerám a zabezpečiť finančnú stabilitu spoločnosti. Zníženie pohľadávok. 3. Realizácia finančnej politiky spoločnosti v oblasti dodržiavania výdavkovej a príjmovej časti jej rozpočtu. Zlepšenie procesov plánovania rozpočtu. 4. Vypracovanie a implementácia programu znižovania nákladov. 5. Uplatňovanie finančnej politiky vo finančných vzťahoch medzi centrálou a pobočkami spoločnosti. Dopracovanie prevádzkových predpisov spoločnosti z hľadiska zabezpečenia finančnej disciplíny pobočiek. Zlepšenie interných procesov riadenia cash flow. 6. Zlepšenie procesov riadenia záväzkov |
1. Požiadavka bezpodmienečne uspokojovať potreby zákazníkov na kvalitné komplexné služby MRO, rekonštrukcie a modernizácie systémov a zariadení, budov a objektov jadrovoenergetických zariadení. Keďže pri vykonávaní prác „na vrchole opráv“ musí mať podnik dostatočný počet opravárov s potrebnou kvalifikáciou, sú jeho náklady menej viazané na tržby (objemy výroby) ako v klasických výrobných podnikoch. 2. Zvýšenie podielu vlastných nákladov vedie k zvýšeniu produktivity zamestnancov a následne k zlepšeniu finančnej situácie spoločnosti. 3. Zvýšenie podielu vlastných nákladov by malo byť sprevádzané zvýšením mzdy a sociálne záruky pre zamestnancov. 4. Zvýšenie podielu vlastných nákladov nad optimálnu neumožní realizovať výhody ekonomického spôsobu vykonávania údržby a opráv v porovnaní so zmluvným spôsobom. |
Efektívnosť používania vozidiel závisí od dokonalosti organizácie prepravného procesu a vlastností vozidiel udržiavať v určitých medziach hodnoty parametrov charakterizujúcich ich schopnosť vykonávať požadované funkcie. Počas prevádzky automobilu sa jeho funkčné vlastnosti postupne zhoršujú opotrebovaním, koróziou, poškodením dielov, únavou materiálu, z ktorého sú vyrobené a pod.. Na automobile sa objavujú rôzne poruchy, ktoré znižujú efektivitu jeho používania. Aby sa predišlo vzniku závad a aby sa včas odstránili, vozidlo sa podrobuje údržbe (STK) a opravám.
Údržbu v podniku vykonávajú samotní vodiči a v prípade potreby mechanici údržby. Žiadosť o opravu sa predloží vedúcemu autoservisu (ARM), ktorý pošle mechanikov do konkrétnej oblasti údržby. V súčasnej situácii údržba v podniku neustále nezodpovedá frekvencii údržby. Na rozdiel od požiadaviek na organizovanie technickej údržby na automatizovanom pracovisku sa nevykonávajú kontrolné prehliadky vozidiel, ktoré prešli údržbou útvarom technickej kontroly. Autá so sprievodnými opravami sa spravidla posielajú na údržbu, a preto autá stoja nečinne v servisnej oblasti dlhšie, ako je určený čas, čím sa narušuje rytmus opráv. Tankovanie a výmena motorových a prevodových olejov sa vykonáva primitívnymi prostriedkami, čo prispieva k strate cenných ropných produktov a narušeniu hygienické normy, požiadavky požiarnej bezpečnosti, ako aj požiadavky na ochranu práce vo všeobecnosti. Okrem toho takáto organizácia práce bráni bežnému zberu použitých olejov na ich regeneráciu a opätovné použitie.
V oblasti údržby a opravy záliv, prírodné a umelé osvetlenie ako aj teplotný režim oveľa nižšie prijateľné štandardy. Nedostatok umelého vetrania vedie k silnému znečisteniu plynom v priestoroch. To je tiež porušenie bezpečnostných požiadaviek. Malý počet náhradných dielov vedie k dlhým prestojom vozidla kvôli opravám. Slabá organizácia údržby a opráv koľajových vozidiel sa teda prejavuje predovšetkým v: nedostatok časových noriem na údržbu a opravy priamo na miestach; nedostatočná úroveň mechanizácie; nedodržiavanie niektorých bezpečnostných požiadaviek, najmä - nedostatočné osvetlenie výrobných priestorov a chýbajúce umelé vetranie v oblasti údržby. Vzhľadom na významnú úlohu automobilov a s prihliadnutím na vyššie uvedenú analýzu činností podniku pri zabezpečovaní dostatočnej prevádzkovej spoľahlivosti koľajových vozidiel je potrebné uzavrieť nasledovné. Súčasná organizácia údržby a súčasných opráv železničných koľajových vozidiel si vyžaduje zlepšenie. Je potrebné vypracovať opatrenia na zlepšenie organizácie výroby a technickej služby podniku.
V závislosti od objemu prác sa údržba vozidla vykonáva in-line alebo slepou metódou. Organizácia údržby mŕtvou metódou (na univerzálnych úvraťách) sa odporúča, keď sa dĺžka zotrvania vozidla na každom stanovišti mení. Nevýhody tohto spôsobu zahŕňajú značné časové straty pri montáži vozidla na stĺpik a mimo neho, znečistenie ovzdušia výfukovými plynmi pri manévrovaní a nutnosť použiť veľké množstvo identických zariadení.
Postupová metóda organizácie údržby zahŕňa vykonávanie prác na špecializovaných pracovných staniciach v určitom poradí s daným časom na dokončenie práce. Táto metóda vám umožňuje znížiť stratu času pri premiestňovaní áut a presúvaní pracovníkov z jedného miesta na druhé, ako aj hospodárnejšie využívať plochu výrobných priestorov. Nevýhodou prietokového spôsobu organizácie údržby je náročnosť zmeny rozsahu práce na pracoviskách.
Servisné úkony vozidiel sa vykonávajú podľa staničných technologických prevádzkových máp. Označujú názov prevádzky, technický. podmienky a časové normy na jeho realizáciu, použité nástroje a zariadenia, odbornosť pracovníka, pracovisko prevádzky a počet obslužných miest. Stráže technologické mapy sú určené na vykonávanie prác na monitorovaní nastavenia a mazania agregátu alebo zostavy.
Pri údržbe vozidiel na výrobných linkách sa vypĺňa mapa – schéma rozmiestnenia pracovníkov na stanovištiach. Mapa - diagram obsahuje informácie o počte pracovníkov, produktivite servisnej linky za zmenu a údaje z potechnologických máp.
Organizácia údržby výroby môže byť brigádna alebo brigádno-sekčná. Brigádnou formou organizácie tímy vykonávajú prácu na všetkých komponentoch stroja v rámci daného typu služby. V brigádnickej forme organizácie údržby sa všetky údržbárske práce na príslušných jednotkách vykonávajú na jednotlivých výrobných miestach. V závislosti od pracovného programu ATP je nainštalovaný rôzny počet výrobných miest na rôzne účely. S malým programom práce ATP je možné obsluhovať niekoľko typov jednotiek v jednej oblasti.
Vo všetkých ATP možno pre uľahčenie riadenia spájať úseky alebo tímy do výrobných komplexov pre tieto typy prác: údržba strojov a diagnostika ich technického stavu; aktuálne opravy priamo na autách; aktuálne opravy jednotiek, komponentov a dielov odstránených z vozidiel.
Hlavné smery na zlepšenie opravárenskej základne sú:
Zlepšenie systému plánovanej preventívnej údržby, ktorá zabezpečí jasný dohľad a včasnú prevenciu prevádzky zariadenia, čo následne zvýši jeho produktivitu a predĺži čas medzi opravami.
Skvalitnenie technickej prípravy opráv vrátane rozvoja štandardných technologických postupov, ako aj materiálneho zabezpečenia.
Stanovenie optimálneho načasovania výmeny opotrebovaných dielov v závislosti od stupňa ich znehodnotenia a nevyhnutných nákladov na opravu údržby.
Technologické prepravné dielne a dielenské opravárenské služby by mali byť čo najviac špecializované a vybavené moderné vybavenie, umožňujúce využitie progresívnej techniky, pokrokových foriem organizácie výroby, prostriedkov mechanizácie a automatizácie výrobných procesov.
Výkon opravárenských tímov musí byť zabezpečený správnym rozdelením práce medzi členov tímu.
Na zníženie prestojov vozidla pri opravách by sa mala použiť metóda opravy jednotky. Podstatou metódy je, že komponenty a mechanizmy, ktoré vyžadujú opravu, sú odstránené a nahradené novými alebo predtým opravenými.
Je tiež potrebné zlepšiť svetelné a teplotné podmienky v opravárenských priestoroch. Vyžaduje sa rýchlejšia dodávka náhradných dielov.
V súčasnosti mnohé spoločnosti začali znižovať svoje náklady a väčšina z nich okrem procesov predaja a nákupu začala optimalizovať procesy údržby a opráv zariadení (MRO). Koniec koncov, ak boli predtým k dispozícii kreditné peniaze a existujúce vybavenie bolo možné ľahko aktualizovať, teraz sa musíme uspokojiť s existujúcimi kapacitami, čo si teraz vyžaduje serióznu optimalizáciu procesu údržby.
Pre väčšinu kľúčových ruských priemyselných odvetví možno proces údržby nazvať jedným z hlavných. V ropnom, rafinérskom, strojárskom, dopravnom, farmaceutickom, telekomunikačnom a mnohých ďalších odvetviach sú náklady na opravy zariadení kľúčové, a preto obsahujú vážny potenciál na optimalizáciu. Okrem toho je pre mnohé ruské spoločnosti vybavenie kľúčovým prvkom výrobného cyklu a jeho „vytlačenie“ na maximum je jednou z úloh riadenia. Je dobre známe, že víťazom na trhu sa stane spoločnosť, ktorá dokáže udržať požadovanú kvalitu výsledkov s menšími zdrojmi a vážnou podmienkou je správne štruktúrovaný proces údržby a opráv zariadení (MRO).
Na strategickej úrovni v procese údržby existuje jedna kľúčová úloha pre manažéra – nájsť rovnováhu medzi produktivitou a spoľahlivosťou zariadenia a jeho nákladmi na vlastníctvo. Na jednej strane môžete využiť preventívne (plánované) riadenie opráv, ktoré je spoľahlivejšie, ale aj drahšie. Na druhej strane si vystačíte s reaktívnymi akciami na výmenu a opravu zariadenia v prípade poruchy, čo je lacnejšie, ale na úkor spoľahlivosti. To je dôvod, prečo efektívny manažment opráv vyžaduje kombináciu tento proces niekoľko manažérskych prístupov naraz. Bočný panel „Jedným z kľúčových faktorov prevádzkovej dokonalosti je efektívna prevádzka zariadení.
Mnohé ruské spoločnosti v tomto ukazovateli výrazne zaostávajú za západnými: zariadenia sa príliš často pokazia, sú nečinné a používajú sa neprimerane. Príčinu tohto stavu treba hľadať v oblasti, ktorá je na periférii pozornosti manažérov. Ide o opravy a údržbu. Nie je ľahké ho reorganizovať s ohľadom na moderné požiadavky, ale potreba transformácií bude každým rokom pociťovaná čoraz akútnejšie.“ (McKinsey) koniec bočného panela V prvom rade je možné všetky činnosti v rámci procesu údržby rozdeliť na dve hlavné časti – plánovanú a neplánovanú prácu. Plánované opravy sú založené na niekoľkých princípoch plánovania (podľa kalendára, prevádzkových hodín, stavu), pričom všetky možno nazvať proaktívne (preventívne) opravy.
Súčasťou plánovaných opráv je aj bežná údržba zariadení. V rámci takýchto plánovaných činností hrá kľúčovú úlohu kvalita plánovania a tu je potrebné analyzovať množstvo rôznych informácií, ako o štatistikách porúch zariadení, tak o parametroch charakterizujúcich aktuálny stav zariadení. Kvalitu plánovania opráv ovplyvňuje okrem kvality „telemetrie“ stavu zariadenia aj logika procesov spracovania porúch a správnosť tvorby požiadaviek na opravu a mnohé ďalšie faktory. Neplánované práce v procese údržby pozostávajú z odstraňovania následkov nehôd zariadení. To sa môže stať, ak plánované opravy neodstránili všetky druhy rizík a napriek tomu došlo k poruche. V tomto prípade je potrebné čo najrýchlejšie obnoviť funkčnosť zariadenia, čím sa zabezpečí kontinuita prevádzky.
Tento reaktívny obvod je možné použiť na obsluhu zariadení, ktoré nie sú priamo zapojené do výrobného procesu, ktorých porucha nespôsobí vážne škody. Existujú štyri kľúčové princípy organizácie procesu údržby. Najspoľahlivejším z nich je proaktívny prístup (plánované opravy podľa kalendára), z ktorého vyplýva priorita údržby a opráv kritického zariadenia, napríklad ak vypršala plánovaná životnosť, zariadenie jednoducho vymeníme, a to aj napriek skutočnosť, že stále môže fungovať. Ak sa však všetky zariadenia opravia týmto prístupom, náklady spoločnosti sa výrazne zvýšia. To je dôvod, prečo sa tento prístup používa iba pre kritické zariadenia, ktorých porucha môže viesť k prestojom spoločnosti a spôsobiť veľké straty.
Ďalším prístupom je kombinovaný prístup k údržbe zariadení. Tento prístup umožňuje plánovať opravy na základe skutočného stavu, t.j. Sledujeme prevádzku existujúcich zariadení a bez čakania na poruchu ich vymieňame na základe zhoršenia ich parametrov. Vykonávanie opráv podľa tejto schémy znižuje spoľahlivosť, ale znižuje náklady ako v prvej možnosti. Zároveň je potrebné poznamenať, že kombinovaný prístup si vyžaduje seriózny systém monitorovania zariadení, pretože bez neho bude ťažké zabrániť nehode. Ďalšou možnosťou organizácie opráv je analýza príčin a následkov na základe porúch alebo porúch. Tento prístup už možno nazvať reaktívnym, ale obsahuje analýzu príčin porúch a plánovanie opatrení na ich minimalizáciu v budúcnosti.
V prípade poruchy zariadenia ho teda čo najrýchlejšie obnovíme a následne analyzujeme príčiny havárie a plánujeme nápravné opatrenia, aby sme v budúcnosti zabránili poruchám. Najjednoduchším prístupom k oprave zariadenia je údržba pri poruche alebo poruche. Ak sa zistí porucha, opravíme zariadenie čo najskôr, potom nevyvíjame žiadne úsilie až do ďalšej poruchy. Na jednej strane je to lacné, no na druhej strane je dosť možné, že potrebné náhradné diely nie sú na sklade, prípadne je postup výmeny technologicky zložitý, takže straty z prestojov zariadení môžu byť väčšie ako výhody získané z zníženie nákladov. A napriek tomu, že všeobecná prax opráv smeruje k proaktívnemu princípu organizácie procesu údržby, v živote musíte použiť všetky vyššie uvedené prístupy odlišné typy zariadení. Zároveň je typizácia zariadení založená na analýze rizík, ktoré sú vlastné konkrétnej výrobe s prihliadnutím na fázy životného cyklu zariadenia. Napríklad, ak je zavedený nepretržitý výrobný cyklus a porucha zariadenia vedie k narušeniu cyklu, potom bude určite potrebné vykonať opravy na preventívnej báze. Zároveň, ak porucha komponentu nezastaví výrobu, potom môžete znížiť náklady pomocou reaktívneho prístupu.
Pre optimalizáciu akéhokoľvek procesu, vrátane údržby, je potrebné sformulovať cieľ, ktorý by mal tento proces dosiahnuť. Cieľom môže byť napríklad zabezpečenie spoľahlivosti, kontinuity a bezpečnosti zariadenia nákladovo efektívnym spôsobom. Na posúdenie kvality existujúceho procesu údržby je zároveň možné použiť nasledujúce ukazovatele: ·
Analýzou týchto ukazovateľov v priebehu času môžeme určiť tie oblasti optimalizácie procesov, ktoré nám umožňujú ich zlepšovať. Ale toto je len špička ľadovca, pretože na úplnú analýzu procesu údržby je potrebných oveľa viac ukazovateľov. A tu je potrebné analyzovať dva koncové procesné reťazce. Prvá je od zistenia poruchy po jej odstránenie a druhá od plánovania opráv až po realizáciu plánu. Kombinácia proaktívneho a reaktívneho riadenia zároveň vyžaduje synchronizáciu týchto reťazcov medzi sebou, čo je náročná úloha riadenia. K ďalším ťažkostiam pri prevádzke procesu údržby sa pridáva potreba integrácie s výrobným procesom a procesom obstarávania, čo si vyžaduje určité opatrenia v týchto oblastiach.
Preto sa v praxi ako hlavné smery na zlepšenie procesu údržby vyberajú nasledovné: ·
Pre účely zlepšenia v rámci procesu údržby možno rozlíšiť dve hlavné riadiace slučky - strategickú a taktickú.
Úroveň strategického riadenia procesu údržby.
V skutočnosti sa v rámci týchto prác formuje koncepcia a základné pravidlá procesu údržby a sleduje sa aj jeho efektívnosť. Aké riziká sú vlastné podnikaniu? Koľko nehôd sa stalo minulý rok? Aké sú aktuálne straty? Koľko môžete minúť na kontinuitu podnikania? Aké vybavenie budeme proaktívne udržiavať? Aké vybavenie pre nás nie je kritické? V praxi je otázok ešte viac a na optimalizáciu riadenia údržby je potrebné na ne nájsť odpovede. Zároveň sú na strategickej úrovni stanovené prijateľné nákladové limity, ktoré sú zase obmedzeniami pre konštrukciu logiky a metodiky procesu údržby. Výrobný proces vo väčšine prípadov vážne ovplyvňuje proces údržby, pretože ak je potrebné zastaviť zariadenie na opravu, musí sa to urobiť na vrchole minimálneho dopytu, aby mal podnik kapacitnú rezervu. Okrem toho by sa obstarávanie nemalo oneskoriť, inak bude plán opráv neustále porušovaný a priemerný čas na odstránenie chyby sa zvýši. Po vyriešení všetkých strategických problémov môžete začať zlepšovať proces údržby na taktickej úrovni.
Taktická úroveň procesu údržby
V týchto krokoch už prebiehajú operatívne práce na spracovaní porúch a implementácii plánu opráv, kde sa generujú poruchové hlásenia, vytvárajú sa pracovné príkazy, generujú sa požiadavky na nákup náhradných dielov a vykonávajú sa samotné opravy. Na taktickej úrovni je dôležitá logika spracovania pracovného toku, ako aj zohľadnenie všetkých potrebných informácií o vybavení a personáli, preto v praxi automatizácia procesu údržby začína na tejto úrovni.
Použitie špecializovaných IT riešení v procese údržby môže znížiť prestoje, znížiť náklady na opravy a zvýšiť efektivitu využívania zariadení a personálu. Už v 90. rokoch zaviedla analytická spoločnosť Gartner Group pojem EAM (Enterprise Asset Management). Systémy tejto triedy sú určené na automatizáciu procesu údržby a zodpovedajú za riadenie celého životného cyklu zariadení počnúc návrhom, výrobou, inštaláciou a montážou, ako aj následnou údržbou, servisnými a preventívnymi prácami, modernizáciou, rekonštrukciou a vyradením z prevádzky. Klasický systém EAM má nasledujúce funkcie: ·
Zároveň štatistiky implementácie Systémy EAM naznačuje ich mimoriadne vysoký vplyv. V praxi sa väčšina projektov splatí za menej ako dva roky. Typickým výsledkom je zníženie nákladov na opravy o 20 %.
Podľa výskumu poradenskej skupiny A.T. Kearney, skúmané prípady implementácie systémov EAM boli charakterizované tým, že v priemere získali tieto výhody: ·
Napriek množstvu prehľadov v informačnom systéme, ktorý automatizuje procesy údržby, však existujúca funkcionalita nie vždy umožňuje „vidieť“ skutočný proces údržby. A práve na tento účel vyvinula spoločnosť IDS Scheer špecializovanú súpravu nástrojov ARIS Process Performance Manager (ARIS PPM), ktorá vám umožňuje „obnoviť“ existujúci proces údržby, ako aj vykonať jeho komplexnú analýzu s cieľom určiť oblasti pre ďalšie optimalizácia. Hlavným zameraním v ARIS PPM je analýza samotného procesu údržby prostredníctvom ukazovateľov času, objemu a nákladov. Táto pokročilá analýza vám umožňuje analyzovať tak logiku organizácie procesov, ako aj efektivitu jej účastníkov na základe údajov v systéme EAM.
Používanie nástrojov ARIS PPM na optimalizáciu procesu údržby vám umožňuje získať nasledujúce výhody: ·
Na záver možno poznamenať, že v súčasnosti už väčšina spoločností začala s automatizáciou údržby, no väčšina z nich venuje malú pozornosť optimalizácii procesov údržby, pričom sa spolieha na funkčnosť existujúcich v informačných systémoch. Ale, bohužiaľ, typické Informačné systémy nemôže vyhovovať všetkým naraz, a preto pred automatizáciou údržby musíte jasne porozumieť existujúcim procesom a formulovať zlepšenia, ktoré je potrebné vykonať. Navyše, ak je systém už implementovaný, ale nerozumiete procesom a smerovaniam na ich optimalizáciu, potom je potrebné „obnoviť“ skutočný proces údržby pomocou ARIS PPM, čo zase poskytne seriózny analytický materiál na zníženie náklady v oblasti údržby.
Andrey Konstantinovich Koptelov, riaditeľ projektu Controlling 24, IDS Scheer Rusko a krajiny SNŠ
100 RUR bonus za prvú objednávku
Vyberte typ práce Diplomová práca Práca na kurze Abstrakt Diplomová práca Správa o praxi Článok Prehľad správy Test Monografia Riešenie problémov Podnikateľský plán Odpovede na otázky Kreatívna práca Esej Kresba Diela Preklad Prezentácie Písanie Ostatné Zvýšenie jedinečnosti textu Diplomová práca Laboratórne práce Online pomoc
Zistite si cenu
Vykonané štúdie ukazujú, že po veľkej generálnej oprave zariadenia sa následné cykly generálnej opravy výrazne skrátia. Napríklad vybavenie staré 20 rokov má o 20 % kratší TBO ako vybavenie staré 10 rokov. Náklady na bežnú údržbu a opravy zariadení počas druhého cyklu generálnej opravy sa v porovnaní s prvým zvyšujú v priemere o 9 – 15 %. V tejto súvislosti je mimoriadne dôležité nájsť spôsoby riešenia týchto dvoch problémov. najdôležitejšie problémy ekonomika opráv krajiny, ako je špecializácia a koncentrácia opráv zariadení, ich presun na priemyselnú základňu a poskytovanie opravárenských služieb náhradnými dielmi.
Priemysel dostatočne nevyužíva špecializáciu opravárenskej výroby. Oprava takmer všetkých typov zariadení sa vykonáva v opravovniach alebo dielňach podnikov, kde sa prevádzkuje. Jediný typ výroby opráv vedie k obrovským mzdovým nákladom na opravy zariadení. Vysvetlené sú vysoké náklady na prácu nízky level mechanizácia práce opravárov, len 20-30% aj vo veľkých opravárenských farmách.
Reorganizácia opravárenského podniku na základe jeho špecializácie umožní prejsť na priemyselné metódy vykonávania opráv a tým zvýšiť technickú úroveň opravárenského priemyslu, čím sa uvoľní časť zariadení a práce sústredená v opravárenských službách. pre potreby hlavnej výroby. Špecializácia opráv zlepšuje kvalitu opráv, skracuje čas opravy a znižuje spotrebu materiálu. Na základe toho sa znížia náklady na opravu jednej opravnej jednotky.
Výskum a prax vo vyspelých špecializovaných továrňach naznačujú, že s nárastom počtu jednomodelových strojov súčasne v oprave klesá pracovná náročnosť všetkých opravárenských prác v porovnaní s pracovnou náročnosťou výroby jednej opravy. Takže, keď sa dávka súčasne opravovaných strojov zvýši na 10 jednotiek, pracovná náročnosť jednotky zložitosti opravy sa zníži o 20 %; pre dávku 20 jednotiek - o 25, pre 50 jednotiek - o 38% a pre dávku 100 jednotiek - o 45%. Nárast šarže súčasne opravovaných jednomodelových strojov ovplyvňuje aj zníženie náročnosti obrábacích strojov, a to ako pri výrobe nových, tak aj pri obnove starých dielov.
Prvou etapou špecializácie opravárenskej výroby je vytvorenie opravovní, ktoré vykonávajú opravy určité typy zariadení. Druhým je vytváranie opravárenských závodov, ich špecializácia na opravu a modernizáciu určitých typov strojov a jednotiek a na výrobu náhradných dielov pre zariadenia určitého typu. Takéto továrne môžu byť vybavené pokročilou technológiou, používať vysoký výkon technologických procesov, a to ako pri montážnych operáciách, tak aj pri výrobe náhradných dielov a komponentov.
Dôležitým aspektom racionálnej organizácie opravárenských prác je zabezpečenie náhradných dielov. Výskum ukazuje, že životnosť zariadení je 15-25 rokov a zmeny v modeloch výroby zariadení nastávajú po 6-8 rokoch. Zariadenie teda pracuje v podniku približne 3-4 cykly opráv a jeho oprava si vyžaduje obrovské množstvo náhradných dielov.
Výroba náhradných dielov pre vlastnú potrebu každým podnikom samostatne si vyžaduje dodatočné vybavenie a dodatočný výrobný priestor, ktorý nie je možné efektívne využiť. Napríklad miera využitia výrobnej kapacity strojov v mechanickej opravovni kolíše podľa určité druhy stroje a je 0,2-0,5. Preto sú náklady na výrobu náhradných dielov v strojárskych závodoch 3-5 krát vyššie ako v špecializovaných podnikoch.
Jedným zo spôsobov, ako uspokojiť potrebu náhradných dielov, je obnova opotrebovaných dielov a ich opätovné použitie. Výskum ukazuje, že týmto spôsobom je možné uspokojiť 20 – 25 % existujúcej potreby náhradných dielov. V skutočnosti je malá časť z nich obnovená a znovu použitá, čo potvrdzujú aj výsledky prieskumu strojárskych závodov na Urale. Napriek rôznym metódam obnovy sa v strojárskych závodoch obnoví v priemere asi 6 % opotrebovaných dielov na opätovné použitie. Podľa vedcov je ekonomicky možné obnoviť 25-30% počas opráv. V najlepších závodoch na opravu automobilov dosahuje počet obnovených dielov 60-70%.
Nízke percento opätovne použitých dielov vysvetľuje predovšetkým decentralizovaný systém opráv zariadení a výroby náhradných dielov v podnikoch. Za týchto podmienok nie je vždy možné organizovať sa ekonomicky efektívnu obnovu opotrebované diely, pretože si to vyžaduje špeciálne znalosti, určité vybavenie a značnú úroveň koncentrácie opravárenských prác.
So zvyšujúcou sa úrovňou koncentrácie výroby sa zvyšuje podiel opätovne použitých materiálových zdrojov. Predurčuje to lepšie technické vybavenie opravovní veľkých podnikov. Preto je vhodné vytvoriť špeciálne reštaurátorské oblasti a služby vo veľkých podnikoch. Potrebujeme špecializované továrne, ktoré by obnovovali a posilňovali opotrebované diely. Môžu byť umiestnené v malých mestách a robotnícke osady, ktoré teraz stratili svoj význam a majú nezamestnané obyvateľstvo. Náklady na dopravu budú nízke a mnohé diely budú renovované modernými spôsobmi, 70-80% lacnejšie. Odporúča sa zjednotiť takéto špecializované podniky do výrobných firiem. Malé veľkoobchody podriadené priamo výrobným spoločnostiam môžu prijímať opotrebované diely a vydávať repasované. Týmto spôsobom môžete ušetriť státisíce ton kovu ročne.
Pri analýze problémov organizácie a ekonomiky opravárenského priemyslu v krajine by sme nemali pripustiť formulovaný prístup k ich riešeniu. Pre veľké podniky a výrobné združenia sa problémy opravárenských zariadení riešia jedným spôsobom, pre malé a stredné podniky iným spôsobom. Prijaté rozhodnutia by mali zabezpečiť zvýšenie efektívnosti hlavnej výroby, ktorú má opravárenská služba podniku obsluhovať.
Áno. Kosinov, A.A. Romanov, Yu.V. Trofimov
(OJSC TsKB Energoremont, OJSC RAO UES Ruska)
Základné kritériá na zlepšenie údržby a opráv musia spĺňať konečné ciele výroby energie – zabezpečenie spoľahlivosti dodávok energie spotrebiteľom.
Na úrovni jednotlivých výrobných spoločností sa podľa toho rozlišujú konečné ciele. V tomto smere sa objavuje sekundárna skupina konečných cieľov výroby energie - zabezpečenie konkurencieschopnosti výrobcov energie.
Všetky tieto ciele sa ukazujú ako vzájomne prepojené a tvoria základ pre tvorbu úloh na zlepšenie opráv elektroenergetických zariadení bez zohľadnenia ich štátnej príslušnosti a sociálno-ekonomickej štruktúry.
Medzi prioritné kritériá na zlepšenie výroby opráv energie patrí túžba dosiahnuť vyššiu úroveň pripravenosti energetických zdrojov na znášanie záťaže.
Takéto ukazovatele v oblasti teórie spoľahlivosti sa považujú za zložité. Napriek všeobecne známemu obsahu uvedeného pojmu sa tento pojem v oblasti vzťahov medzi výrobcami energie a spotrebiteľmi zvyčajne používa ako indikátor, ktorý môže ovplyvniť rating energetických spoločností pri predaji akcií a iných cenných papierov. V podstate sú takéto vzťahy v krajinách akceptované Severná Amerika.
Poskytovanie všednejších kritérií na zlepšenie výroby opráv energie by malo zahŕňať túžbu dosiahnuť viac nízke ukazovatele opravná zložka taríf za elektrické a termálna energia. Ten znižuje polopevnú zložku taríf a pomáha aj zvyšovať konkurencieschopnosť energetických spoločností.
Identifikované kritériá na zlepšenie údržby a opráv samozrejme nemožno považovať za vyčerpávajúce, ale na ich základe je možné formulovať niektoré predpoklady pre konkrétnejšie úlohy v oblasti domácej výroby energie.
Od začiatku 90. rokov sa vďaka známym okolnostiam domáca elektroenergetika dostala do fázy poklesu výroby energie. Výsledné rezervy v kombinácii s oslabením funkcií systému velenia a administratívy viedli k množstvu negatívnych prejavov. Boli vyjadrené v predĺžení doby odstávky energetických zariadení v rôzne druhy opravy, ako aj nepredvídateľné zvýšenie nákladov na údržbu a opravy.
Vonkajšie predpoklady na zníženie efektívnosti energetických opráv sa ukázali ako významné, nie však dominantné. Základom negatívnych procesov boli ekonomické a fyzikálne aspekty starnutia používaných zariadení.
Negatívne trendy, ktoré sa objavili, boli včas študované a ich dôsledky boli z veľkej časti prekonané. Navrhovaný projekt na zlepšenie výroby energetických opráv neporušil existujúci systém súčasných štátnych noriem, regulačných dokumentov Štátneho technického dozoru, pravidiel technická prevádzka a pravidlá pre organizáciu údržby a opráv zariadení, budov a štruktúr elektrární a sietí. Jeho podstatou bolo zorganizovať prechod z cyklov opráv v kalendárnych termínoch na cykly rovnakého typu, avšak s prihliadnutím na predtým dosiahnutý vývoj v medziopravových obdobiach pre konkrétne typy investičných zariadení. Ostatné podmienky zostali nezmenené, vrátane vykonávania veľkých a stredných opráv súčasne na všetkých typoch zariadení pohonných jednotiek, čo samozrejme neprispelo k zníženiu nákladov na opravy a odstávok zariadení.
V dôsledku implementácie vypracovaného projektu na zlepšenie výroby energie opráv došlo k jemnému prechodu od rigidného systému regulácie cyklov opráv na systém opráv, ktorý zohľadňuje predtým dosiahnutý prevádzkový čas v rámci medziopráv.
Napriek empirickému prístupu k odhadu času medzi opravami sa ako prvý krok pristúpilo k štúdiu neformálnych procesov technickej diagnostiky energetických zariadení tepelných elektrární.
Tento vývoj bol zakotvený v usmerňujúcom dokumente RD 34.20.601-96 " Smernice zlepšiť systém údržby a opráv energetických blokov a elektrární tepelných elektrární na základe cyklu opráv s určeným časom medzi opravami.“
„Mäkký“ prechod na opravy s určeným časom medzi opravami treba chápať ako mierne zníženie úrovne doteraz praktizovaných administratívnych prostriedkov pri zavádzaní inovácií. Od verejných služieb sa očakávalo, že budú sami rozhodovať o implementácii navrhovaných zlepšení. Odráža to prirodzené očakávania okamžitého prechodu domácej elektroenergetiky na trhové vzťahy.
Napriek doteraz nenaplneným významným očakávaniam, ktoré viedli len k čiastočnej implementácii vypracovaných opatrení, sa vo všeobecnosti podarilo stabilizovať ukazovatele pripravenosti tepelných elektrární na znášanie zaťaženia. Rastúce náklady na údržbu a opravy sa však nepodarilo prekonať.
Tu sa do určitej miery prejavil zásadný faktor veliteľsko-správneho systému - plánovanie nákladov na základe vopred dosiahnutých ukazovateľov. Fyzické objemy sa zvýšili - náklady sa zvýšili. Ak je možné preukázať dodatočné fyzické objemy, potom sa opravná zložka taríf konečného produktu zodpovedajúcim spôsobom zvýši.
Fyzické objemy opráv nad rámec štandardných opráv sa zvyčajne označujú ako „nadštandardné“. Vyznačujú sa výrazne vyšším obsahom použitých materiálov, náhradných dielov a nevyhnutných konštrukčných prvkov v podobe vymeniteľných opotrebovaných celkov a sú často dominantné v cenotvorbe opravnej zložky taríf.
V tomto ohľade nie je vždy možné stanoviť stabilné korelácie medzi dočasnými ukazovateľmi prestojov zariadení počas opráv a nákladmi, ktoré im zodpovedajú.
Riešenie problémov stabilizácie ročných odstávok zariadení pri všetkých typoch opráv sa zároveň ukázalo ako celkom transparentné a korelované. Nárast odstávok konkrétnych zariadení alebo skupín zariadení ako celku bol kompenzovaný predĺžením doby generálnej opravy, čo viedlo k zníženiu podielu zariadení ročne odoberaných na veľké a stredné opravy.
V dôsledku toho sa ukazovatele pripravenosti energetických zdrojov na znášanie záťaže ukázali ako nezávislé od známych údajov o zvýšených nákladoch na opravy a zabezpečili stabilné fungovanie elektroenergetiky.
Následné štúdie ukázali, že iba trhové vzťahy v oblasti výroby energie môžu vytvoriť potrebné podmienky pre snahu znižovať náklady na údržbu a opravy elektroenergetických zariadení.
Ekonomickým nástrojom najbližších očakávaní by mali byť konkurenčné vzťahy medzi energetickými spoločnosťami a funkčným nástrojom prechod na opravy podľa technického stavu.
Pri vývoji systému opráv na základe technického stavu by sa malo vziať do úvahy, že domáca elektroenergetika má v počiatočnom štádiu ukazovatele spoľahlivosti zodpovedajúce zahraničným analógom a akékoľvek inovácie musia byť dostatočne preskúmané a odôvodnené, aby neznehodnotili ich prednosti. .
Treba si tiež uvedomiť, že naša elektroenergetika funguje v neobyčajnom ekonomickom priestore. Ceny materiálov a strojárskych výrobkov sa približujú svetovým cenám. Ceny pohonných hmôt sú umelo nízke podľa podmienok domáceho trhu v pomeroch inverzných k svetovým. Regulované tarify za elektrickú a tepelnú energiu predstavujú koncentráciu ekonomických nezrovnalostí. V takýchto podmienkach by sa len ťažko dalo očakávať, že sa objavia nejaké vzorce, ktoré ovplyvňujú zmeny v opravnej zložke nákladov na výrobok.
V súčasnej situácii sa javí ako vhodné vo väčšej miere operovať s rôznymi druhmi fyzikálnych veličín, kvantitatívnymi a kvalitatívnymi ukazovateľmi, ako sú ukazovatele spoľahlivosti, efektívnosti atď.
Vyhodnocovanie Aktuálny stav tepelnej energetiky v oblasti ekonomiky opráv možno konštatovať, že za 12 rokov (od roku 1987) klesli špecifické náklady na opravy v pomere k inštalovanému výkonu pre tepelné elektrárne ako celok o 24 % a pre tepelnú energiu na federálnej úrovni rastliny vzrástli o 2 %.
Za rovnaké obdobie vzrástli špecifické náklady na opravu zníženého výkonu pre tepelné elektrárne ako celok o 27 %, pre energetické blokové tepelné elektrárne JSC-Energo – o 23 % a pre tepelné elektrárne na federálnej úrovni – o 73 %.
Zároveň sa 1,48-násobne znížil počet hodín využívania inštalovaného výkonu.
Za obdobie rokov 1999 až 2001 vzrástli merné náklady na 1 kW opraveného výkonu tepelných elektrární na federálnej úrovni 3,53-krát.
Tieto údaje poukazujú na nepriaznivý stav ekonomiky.

Príprava morčacieho kebabu: Filet umyjeme, osušíme, cez zrno nakrájame na veľké kúsky, ošúpeme...

Domáce pečenie je niečo výnimočné, čo dodá vášmu domovu osobitú vôňu a atmosféru. Asi nie je nič chutnejšie ako...

Melanín je prírodný pigment, ktorý dodáva ľudským vlasom, pokožke a dúhovke ich jedinečné...

Vojenské hodnosti v cudzineckej légii. Poznámka: Galón je znakom francúzskej armády, ktorý sa nosí na poli...

O hadoch sú zaujímavé a nezvyčajné znaky. Oplatí sa ich poznať, pretože ktovie, kde sa s tým môžete stretnúť...
Obrovský vplyv človeka na prírodu a rozsiahle dôsledky jeho činnosti slúžili ako základ pre vytvorenie doktríny o...

Narodený 11. mája 1946. V roku 1966 absolvoval Jaroslavľskú vojenskú školu pomenovanú po A.V. Khrulev a bol vymenovaný do Sibírskeho vojenského okruhu...

Bojová cesta 42. gardovej motostreleckej divízie Evpatoria Červeného praporu História 42. gardovej...
Človek ako produkt biologickej, sociálnej a kultúrnej evolúcie Vznik človeka Vedecký výskum...
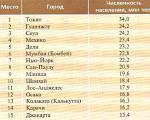
§ 4. Kde je hranica mesta? Právne a skutočné hranice mesta. Každé mesto má zákonnú...

Prihláste sa na odber kanála Výklad snov! Prihláste sa na odber kanála Výklad snov! Výklad snov - zuby Vidieť svoje vlastné zuby vo sne, ktorý...

30 Vážení čitatelia, neviem si predstaviť svoju kuchyňu bez mojich obľúbených korenín. Milujem veľa vecí, ale moje najobľúbenejšie...

Foto: Kostol Petra a Pavla vo Vyritse Fotografia a popis Kostol svätých apoštolov Petra a Pavla vo Vyritse bol...

Táto ikona počas tragédie v roku 1995 v Budennovsku, keď čečenskí militanti zaútočili na bezbranné mesto...

Domáce pečenie je niečo výnimočné, čo dodá vášmu domovu osobitú vôňu a atmosféru. Možno nie je nič...

Melanín je prírodný pigment, ktorý dodáva ľudským vlasom, pokožke a dúhovke ich jedinečné...