Synopsa hry na hranie rolí „Hra na sladké kaviarne: „Vezmi si hudobnú stoličku“
Svetlana Furshtakova Synopsa hry na hranie rolí v strednej skupine "Kaviareň" 1. Úlohy: 1. Pokračovať v oboznamovaní detí s ...
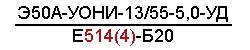
Prečo je označovanie potrebné? Čo znamená číslo alebo písmeno v označení? Tieto a mnohé ďalšie otázky si často kladú začínajúci zvárači. V tomto článku vám povieme, ako rozlúštiť nápisy na obale, naučíme vás porozumieť detailom označení a ich vlastnostiam.

Nasledujúce čísla predstavujú priemer tyče meraný v milimetroch. Priemer sa volí na základe hrúbky kovu, ktorý sa má zvárať. Čím hrubšie, tým väčší priemer. V našom príklade je to 5 mm.

Elektródy môžu byť tiež navrhnuté pre rôzne kovy. V našom príklade je to písmeno "U", to znamená, že je možné zvárať nízkolegovanú oceľ s pevnosťou v ťahu 60 kgf na milimeter štvorcový. Ak má takáto oceľ vyššiu pevnosť v ťahu, potom použite elektródy označené písmenom „L“. Elektródy na zváranie žiaruvzdornej ocele sú označené "T"; pre zváranie ocelí so špeciálnymi vlastnosťami je nastavené písmeno „B“ a tyče na naváranie sú označené písmenom H.

Ďalším označením je hrúbka alebo iné označenie povlaku. V našom príklade je to "D" (hrubý povlak). Ale okrem toho sú zváracie elektródy označené aj písmenom "M" (tenký povlak), písmenom "C" (stredný) a písmenom "G" (veľmi hrubý).
Toto je jedno z najťažších označovaní, začiatočníci mu často nerozumejú, pretože viacero čísel obsahuje veľa charakteristík naraz. Zvyčajne je na obale s elektródami na zváranie vysokolegovanej ocele napísaná skupina indexov, takže to už uľahčuje pochopenie. Pozrime sa bližšie na to, čo znamenajú jednotlivé číslice v našom príklade.
Takže číslo 5 je odolnosť švu voči korózii. Číslo 1 je maximum pracovná teplota, pri ktorom je uvedená tepelná odolnosť. Číslo 4 je pracovná teplota švu. Číslo (4) v zátvorkách udáva, koľko feritovej fázy je vo šve. Čím väčšie je každé číslo, tým väčšia je hodnota. Nižšie je uvedená tabuľka s charakteristikami zvarového kovu na zváranie vysokolegovaných ocelí, po preštudovaní pochopíte, čo každé číslo znamená.

Symbol pre zváracie elektródy môže pozostávať z dvoch častí a nie z 3 až 4 číslic, ako sme už povedali. K indexu s 3-4 číslicami sa pridáva index s tromi číslicami, písaný pomlčkou a oddelený zlomkom s prvým indexom. Napríklad E300 / 32-1. Číslo 32 označuje tvrdosť kovu, ktorý je možné zvárať. Číslo 1 znamená, že tvrdosť takýchto elektród je poskytovaná bez tepelnej expozície. Niekedy môžete vidieť číslo 2, čo znamená, že tvrdosť je zabezpečená po tepelnej expozícii.

Toto je jedna z posledných hodnôt v označení. Rovnako ako mnoho iných charakteristík elektródy je označená písmenom. V našom príklade písmeno "B" (základný náter), ale existujú aj "C" (celulóza), "A" (kyslé), "P" () a "P" (iné). Písmená môžu byť spojené na označenie špeciálnych obalených elektród (napríklad „RC“ znamená rutilovú celulózu). Ak povlak obsahuje železný prášok, potom sa dodatočne vloží písmeno „Zh“ (napríklad „BZH“ označuje hlavný povlak železným práškom).
![]()
Každý typ elektródy je navrhnutý tak, aby pracoval v určitej polohe. V našom príklade je táto tyč na prácu v akejkoľvek polohe, okrem polohy , označená číslom "2". Nechýba ani číslo „1“ (úplne univerzálne), „3“ (pre prácu na zvislej rovine) a „4“ (pre spodné). Tieto čísla zodpovedajú medzinárodným štandardom a je nimi označená väčšina domácich aj zahraničných materiálov.


Možno ste si všimli, že keď hovoríme o indexovej skupine, vynechali sme písmeno „E“. Toto je špeciálne označenie, to znamená, že máte pred sebou obalenú elektródu spotrebného materiálu. Je to tiež medzinárodné označenie.

Na konsolidáciu zvážte dekódovanie značky elektród pomocou príkladu ANO-21.
1: Typ elektródy (E46, vhodná pre nízkolegované ocele s nízkou pevnosťou v ťahu).
2: Značka (ANO-21, v tomto poradí).
3: Priemer (v našom prípade 2,5 milimetra).
4: Účel (písmeno „U“, znamená pre uhlíkovú alebo nízkolegovanú oceľ) atď.
Zámerne sme nedokončili dešifrovanie značiek, aby ste to urobili sami. Zapíšte si zvyšné čísla z fotografie na papier a rozlúštite. Rozlúštiť označenie len na prvý pohľad sa zdá také komplikované, v skutočnosti to stačí urobiť sami raz, aby ste pochopili celú podstatu. Môžete si vybrať niekoľko rôznych balení spod elektród a napísať si celý prepis sami na cvičenie.
Teraz viete, čo znamená písmeno a číslo v označení typov elektród. Pre začiatočníkov sa značenie elektród na zváranie často zdá mätúce a nepochopiteľné, ale dúfame, že sa nám podarilo všetko podrobne vysvetliť. S označením výber elektród pre
Ručné oblúkové zváranie sa vykonáva pomocou elektród. Práve táto kovová tyč so špeciálnym povlakom (alebo bez neho) poskytuje taviaci oblúk a tvorí zvar s určitými parametrami.
Na získanie kvalitného, odolného a esteticky krásneho spojenia je potrebné zvoliť správny spotrebný materiál. Kritériá výberu elektród na zváranie:
Všetky elektródy sú rozdelené do dvoch hlavných typov. Nekovové (uhlie, grafit) a vyrobené z drôtu. V súlade s tým sú kovové elektródy nekonzumovateľné alebo topiace sa. Ten môže byť nepotiahnutý alebo s ním.
Kusové neobalené elektródy sa používali na úsvite rozvoja zvárania. Dnes sa prakticky nepoužívajú. Tento typ sa vyvinul do zváracieho drôtu, ktorý je nepretržite privádzaný do zóny oblúka v poloautomatickom režime zváracie stroje. Vďaka práci vykonávanej v prostredí inertného plynu nedochádza k prilepeniu elektródy.
Povlak (povlak) tyčových elektród je navrhnutý tak, aby vytvoril správny oblúk, vytvoril potrebné chemické prostredie v mieste zvárania a dodal švu požadované vlastnosti.
Výrobcovia ponúkajú odlišné typy a značky.

Sortiment zahŕňa stovky odrôd. Skúsený majster dokáže okamžite povedať, na aký druh spotrebného materiálu je potrebný určitý druh Tvorba. Musíte však presne vedieť, čo sú elektródy a vedieť rozlúštiť označenie na obale.
Symboly, označenia a dokonca krátky návod na skladovanie, prípravu a použitie je zvyčajne vytlačený na obale alebo ponúkaný ako príloha na samostatnom papieri.

Takéto informácie môžu byť vytvorené v akejkoľvek forme, dokonca aj v komiksovom štýle. Oficiálne (na ktoré si okrem iného môžete uplatniť nároky na Rospotrebnadzor) je však označenie podľa GOST.

Výroba produktov je regulovaná normami. Najbežnejší segment pokrýva GOST 9466-75, ktorý definuje postup výroby, testovania a označovania obalov tyčových elektród.
Podľa tohto štandardu musia byť na každom balení aplikované informácie v nasledujúcom formulári.
Všetky zváracie elektródy sú označené a určené. Obsahuje všetky informácie o samotnej elektróde, ako je jej zloženie a niekedy aj o výrobcovi. Po pochopení všetkých týchto označení môžete vždy nezávisle vybrať požadované materiály na pripojenie.
V prvom rade sa vždy oplatí skontrolovať, či sa zvolená elektróda zhoduje štátne normy. Na to musí byť na obale nápis "GOST" a za ním niekoľko čísel.
Ak je toto všetko prítomné, môžete bezpečne pokračovať vo výbere zváracích elektród a vyberať ich podľa iných ukazovateľov, bez strachu z falzifikátov a tovaru nízkej kvality.
Elektróda je vyrobená vo forme tyče, môže byť buď kovová alebo vyrobená z iných materiálov, v závislosti od jej účelu. A len to svoj účel - je prívod prúdu do miesta zvárania. Preto bude skúsený zvárač vždy venovať pozornosť elektrickej vodivosti materiálu. Na výrobu elektród je zvykom používať drôt, ktorý zahŕňa zliatiny s rôznym stupňom legovania.
Stojí za to venovať pozornosť vonkajšiemu náteru. Aplikuje sa na ochranu pred vonkajšími dráždidlami, ako je dusík alebo kyslík. Medzi ďalšie výhody povlaku patrí zachovanie stability zváracieho oblúka a odstránenie prípadných nečistôt – môžu byť v roztavenom kove.
Zvážte niekoľko komponentov, ktoré zabezpečujú kvalitu povlaku elektródy:
Medzi zložky, ktoré vytvárajú plynotvorné prostredie, patrí dextrín a múka. Cieľom každého zvárania je poskytnúť kvalitný zvar s odolnosťou proti korózii a vysokou pevnosťou. Na tento účel musí zloženie elektródy obsahovať nasledujúce prísady:
Môže ich byť oveľa viac, toto sú len tie hlavné a najčastejšie.
Všetky elektródy sa globálne delia na dva typy: spotrebné a nespotrebovateľné. Prvé zahŕňajú meď, bronz, oceľ a medené materiály. Niekedy sa vyskytujú nepotiahnuté výrobky, ktoré sa zvyčajne používajú ako drôt na pripojenie pomocou ochranného plynu. A nespotrebovateľné sú lantánové volfrámové alebo tóriové elektródy.
Ak je výrobok označený písmenom "A" - znamená to, že jeho povlak je kyslý, mal by sa použiť na oceľové konštrukcie, ak sa v spájanom kove nachádza vysoký stupeň uhlík a síra.
Písmeno „B“ bude označovať, že práca s takýmito výrobkami v vertikálna poloha zakázané - mimochodom, ako v prípade písmen "A" a "P". Písmeno "C" znamená, že neexistujú žiadne neštandardné polohy a tieto elektródy dokážu produkovať kvalitnú prácu v akejkoľvek polohe. Bola však zaznamenaná jedna nevýhoda - vo forme nadmerného rozstreku a neustálej kontroly teploty produktu.
Ďalšou odrodou je zmiešané označenie elektród na zváranie, môže to vyzerať takto: „AC“, „RB“. Svoje hlavné uplatnenie našli pri zváraní rôznych druhov konštrukcií alebo potrubí.
Prirodzene, toto nie sú všetky označenia. Existuje veľa nuancií. Prvé čísla a písmená zvyčajne označujú maximálny limit zaťaženia. Ak existuje takéto označenie: "E41" - to znamená, že časti, ktoré boli zvárané, budú schopné vydržať zaťaženie 41 kilogramov na 1 mm štvorcový. Existujú aj ďalšie možnosti na charakterizáciu zváraného výrobku:
Označenie hrúbky náterovej vrstvy:
Čísla na konci označenia sú napísané na pochopenie priestorovej polohy produktov a aktuálnej hodnoty, ktorú sa v tomto prípade odporúča použiť.
Viac:
Okrem toho môže byť škatuľka s výrobkami označená, že vo vnútri je krehký výrobok, ktorý by sa nemal podrobovať testom vlhkosti. Všetky tieto označenia sa dajú ľahko dešifrovať aj na intuitívnej úrovni všeobecné vedomosti v oblasti zvárania. To výrazne uľahčí hľadanie potrebného materiálu na zváranie.
Pri zváraní kovov je ich kompatibilita so zložením zváraných tyčí určená označením elektród, ktoré sa nevyhnutne aplikuje na obal. Čím presnejšie sú materiály vybrané podľa prvkov, tým pevnejšie bude spojenie. Dôležité je vedieť správne prečítať informácie zašifrované v alfanumerických označeniach, ktoré obsahujú informácie o účele a chemické zloženie elektródy a ich povlaky.
Najbežnejšie spojenie kovové časti- ide o oblúkové zváranie, kedy dochádza k lepeniu v dôsledku tavenia pod vplyvom vysoká teplota elektrický oblúk. Podľa typu použitého zariadenia, podmienok procesu, Ďalšie technické vlastnosti rozlišujú tieto typy metód:

Spojenie pomocou ručnej oblúkovej metódy sa vykonáva pomocou tyčí odlišné typy a vyrába sa pod tavivom, ochranným plynom. Zvláštnosť metódy spočíva v tom, že zvárač v priebehu práce sleduje kvalitu zvaru a má schopnosť meniť parametre: veľkosť prúdu, dĺžku oblúka a ďalšie faktory.
 Elektródy na výrobu diel oblúkovým zváraním sú rozdelené na spotrebné a ohňovzdorné. Prvé sú vyrobené z ocele, liatiny, medi - v závislosti od spájaných kovov a používajú sa ako katóda alebo anóda, prídavný materiál. Spotrebná elektróda pozostáva z vnútornej tyče, ktorej štruktúra je určená vlastnosťami zváraných kovov, a vonkajšieho plášťa. Povlak elektródy (existujú typy bez nej) je multifunkčný: retencia oblúka, pridanie do zliatiny potrebné chemické prvky na dezoxidáciu a legovanie kovu, vytvorenie oblaku plynu, ktorý chráni šev pred oxidáciou.
Elektródy na výrobu diel oblúkovým zváraním sú rozdelené na spotrebné a ohňovzdorné. Prvé sú vyrobené z ocele, liatiny, medi - v závislosti od spájaných kovov a používajú sa ako katóda alebo anóda, prídavný materiál. Spotrebná elektróda pozostáva z vnútornej tyče, ktorej štruktúra je určená vlastnosťami zváraných kovov, a vonkajšieho plášťa. Povlak elektródy (existujú typy bez nej) je multifunkčný: retencia oblúka, pridanie do zliatiny potrebné chemické prvky na dezoxidáciu a legovanie kovu, vytvorenie oblaku plynu, ktorý chráni šev pred oxidáciou.
Ohňovzdorné elektródy sú vyrobené zo žiaruvzdorných látokČi je to uhlie, grafit alebo volfrám. S ich pomocou sa oblúk zapáli a drží a šev sa naplní kovom manuálnym podávaním taviteľného materiálu do vykurovacej zóny.
Mnohé varianty obalených elektród v rôznych kombináciách látok interagujúcich pri zváraní viedli k vzniku niekoľkých klasifikácií, ktoré vám pomôžu orientovať sa pri výbere správnych kompozícií. Podľa menovania rozlišujú:
Ďalšie parametre udávajú delenie: podľa hrúbky vrstvy povlaku (tenká, stredná a hrubá), druhu prúdu (priamy a premenlivý), zloženia povlaku (kyslý, zásaditý, rutil) a priestorového usporiadania elektródy. . Prierez tyče a kvalita švu majú tiež svoje vlastné šifrovanie.
Početné značky elektród na ručné oblúkové zváranie sú regulované normatívny dokument GOST 9466-75. Podľa toho sa na obal aplikujú informácie o 9 hlavných parametroch:

Nestačí sa len zoznámiť so symbolmi vytlačenými na obale – treba si ich prečítať. Ak to chcete urobiť, musíte sa pozrieť do referenčných kníh.
Pre lepšie zapamätanie by ste mali elektródy vizuálne dešifrovať podľa označenia. Môžete si napríklad vziať produkt s nasledujúcim kódom:
E46-LEZMR-3S-Ø-UD
E431(3)-RC13
Usporiadanie prevádzkarne nehnuteľností označením:

Dnes existuje veľký výber výrobky na spájanie akýchkoľvek kovov pomocou elektrického oblúka. Pomocou označenia si môžete vždy vybrať presne tú elektródu, ktorú potrebujete.
Technológií na získanie kvalitných trvalých spojov je pomerne veľa, dnes je však najobľúbenejšou metódou ručné oblúkové zváranie, ktoré sa vykonáva pomocou tyčových elektród. V závislosti od vybraných značiek elektród na ručné oblúkové zváranie môžete použiť rovnaké zariadenie, mierne upraviť nastavenia zariadenia, aby ste získali vysokokvalitné švy rôznych typov a účelov. Okrem toho je možné získať spoľahlivý šev v akejkoľvek polohe v priestore, dokonca aj v tých najneprístupnejších oblastiach.
Aby boli zvárané spoje pre každý kov čo najlepšie, vyrábajú svoje vlastné odrody elektród na zváranie.
Elektródy používané na získanie spoľahlivých zvarov sú vyrobené vo forme tyčí vyrobených z kalibrovaných Zvárací drôt. V tomto prípade sa používa technológia ťahania za studena, čo znamená, že počas procesu krimpovania sa nanesie špeciálna ochranná vrstva.
Tento povlak zváracích elektród má zabezpečiť, aby počas prác prebiehalo hutnícke spracovanie zvarového kúpeľa, nebol ovplyvnený prostredím.
Tento povlak tiež umožňuje dosiahnuť najstabilnejšie horenie oblúka, čo je tiež veľmi dôležité pri oblúkovom zváraní spotrebnou elektródou. Pri nerovnomernom oblúku bude veľmi problematické získať rovnaký šev po celej dĺžke. Ochranný náter obsahuje nasledujúce látky:
Značky elektród na ručné oblúkové zváranie môžu byť vytvorené v závislosti od povlaku, jeho kvality a množstva ďalších ukazovateľov.
V procese zvárania je možné použiť spotrebné a nekonzumovateľné elektródy - to závisí od technológie ručného oblúkového zvárania a možno na to použiť rôzne prídavné prvky a materiály.
Pri používaní nekonzumovateľných elektród v priebehu práce je potrebné pamätať na to, že sú vyrobené z elektrotechnického uhlia, volfrámu alebo umelo získaného grafitu. Je potrebné mať na pamäti, že elektrická vodivosť grafitu je oveľa vyššia v porovnaní s inými materiálmi, okrem toho sa tak rýchlo neoxidujú - je celkom ekonomické a výhodné ich používať pri ručnom oblúkovom zváraní nekonzumovateľnou elektródou.
Ich priemer sa pohybuje od 4 do 18 mm, dlhé sú do 70 cm.Na zváranie poloautomatickou alebo automatickou technológiou sa používa špeciálny kalibrovaný drôt, ktorý môže mať priemer od 0,2 do 12 mm. Nahrádza samotné elektródy ochranným povlakom. Drôt sa vyrába vo zvitkoch, ktoré môžu vážiť až 80 kg. Dnes existuje technológia na výrobu plneného drôtu, drôtu, ktorý obsahuje špeciálne legované prvky a vyrába elektródové pásky a dosky.
Tavné elektródy pre ručné oblúkové zváranie sú vyrobené zo špeciálneho zváracieho drôtu, ktorý môže byť jednoducho uhlíkový, s legovanými prvkami alebo s veľkým množstvom týchto látok.
Typy elektród používaných na zváranie alebo naváranie možno klasifikovať podľa použitia (napríklad na spájanie prvkov z ocele, liatiny, neželezných kovov, naváranie), rôzne technologické vlastnosti- pre zváranie argónom, pre prácu s valcami, pre čo najkompletnejšie prenikanie materiálu. Okrem toho je možné ručné oblúkové zváranie s obalenými elektródami klasifikovať podľa mechanické vlastnostišev, podľa spôsobu nanášania kovu na obrobok, podľa fyzikálne vlastnosti troska a pod.
Hlavné požiadavky na elektródy počas zvárania sú nasledovné:
Ručné oblúkové zváranie obalenými elektródami sa môže vykonávať pomocou špeciálnych produktov s dodatočnými celulózovými povlakmi, rutilovými povlakmi atď. Spravidla sa takéto elektródy používajú na prácu s nehrdzavejúcou oceľou.
Svojimi kľúčové funkcie elektródy môžu mať určité rozdiely v závislosti od ich značky a techniky vykonávanej práce:

Režimy ručného oblúkového zvárania obalenými elektródami sa vyberajú aj v závislosti od typu povlaku. Informácie o ňom sú k dispozícii aj na štítku:
V prvom rade profesionálni zvárači odporúčajú naučiť sa variť na samotnom stroji, ktorý sa plánuje v budúcnosti pracovať. To vám umožní čo najrýchlejšie študovať všetky charakteristiky tohto zariadenia a vybrať optimálnu intenzitu prúdu pre každý typ elektródy.
Je tiež žiaduce pristupovať k výberu zváracej masky najzodpovednejšie. Ochranné filtre majú určité čísla a aj tieto filtre je potrebné zvoliť optimálne s prihliadnutím na vlastnosti zraku – citlivosť oka, dioptrie atď. Pri výbere filtra je hlavné kritérium - zvarový kúpeľ musí byť dokonale viditeľný.
Zváracie prvky musia byť v určitej vzdialenosti od seba - v tomto prípade bude spojenie najvyššej kvality. Ak je medzera príliš malá, zvar bude príliš konvexný - je to spôsobené nedostatočným ohrevom kovu. Príliš veľká medzera neumožní rovnomerné nanášanie roztaveného kovu, pretože zvárací oblúk sa začne silne odchyľovať od zváracej línie.
Pri vykonávaní zváracích prác pomocou technológie ručného oblúka je prísne zakázané položiť uzemňovaciu elektródu na vlhký podklad, napríklad v kalužiach, snehu atď. Všetky práce sa musia vykonávať v špeciálnych ochranných rukaviciach a obuvi s hrubou gumovou podrážkou. Pred začatím práce by ste mali starostlivo skontrolovať, do akej miery sú všetky ochranné prvky neporušené.
Rukavice sa môžu používať iba vtedy, ak sú úplne suché. Ak neberiete do úvahy tento moment, pri výmene elektródy môžete získať léziu elektrický šokčo sa stane v obvode: reostat, držiak elektródy, sám zvárač a uzemnenie.
Tvár je vždy chránená špeciálnou maskou: pomáha chrániť pred postriekaním horúcim kovom, z jasné svetlo ktoré vzniknú v priebehu prác. Faktom je, že jas vyžarovaných svetelných lúčov môže byť niekoľko tisíckrát vyšší ako prípustné hodnoty pre ľudské videnie. Sledovanie zvárania nechránenými očami môže nakoniec viesť k dočasnému zhoršeniu zraku. Zváranie je tiež zdrojom infračerveného žiarenia, ktoré spôsobuje určité poruchy zraku, najmä sa môže začať rozvíjať šedý zákal, to sa však nestáva príliš často.
Pri zváraní je najväčšie nebezpečenstvo pre zrak ultrafialové žiarenie, čo je príčinou fotofóbie, ktorá sa môže prejaviť ako bolesť očí, začervenanie, hojné slzenie a dočasné oslabenie zraku. Dá sa to vyliečiť obyčajnými očnými kvapkami.
Ak si vyberiete správne zariadenie, elektródy a masku, všetky zváracie práce budú absolútne bezpečné a zvar sa ukáže ako veľmi spoľahlivý, kvalitný a odolný.
Svetlana Furshtakova Synopsa hry na hranie rolí v strednej skupine "Kaviareň" 1. Úlohy: 1. Pokračovať v oboznamovaní detí s ...

Sexsymbol ruskej scény, bývalý člen skupiny VIA Gra a jednoducho krásna Vera Brežneva odhaľuje tajomstvá ...
Ciele hodiny: Vzdelávacie: formovať poznatky o novej téme v súlade s programovým materiálom; preskúmať...

Špeciálnymi vizuálnymi rozdielmi sú odtlačky vŕbových prútov po stranách hlavy, je to spôsobené zberom hotovej srvátky v...

Rastlina zlaté fúzy, známa aj ako kalisia voňavá, našla široké uplatnenie v ľudovom liečiteľstve. Verí sa, že...

Ako propagovať svoju firmu: pomocou internetu + propagácia pomocou videa + tvorba vizitiek a letákov + 5...

Pre správnu výsadbu, starostlivosť a umiestnenie weigely v záhrade nezabudnite, že weigela: dobre zakoreňuje na ...

Plnené palacinky s mletým mäsom sú výdatným jedlom pre celú rodinu. Tenký, beztiažový základ v spojení so šťavnatým...

V kuracích krídelkách nie je veľa mäsa. Napriek tomu ich mnohí gurmáni milujú. Ak sú krídla správne...

Pšeničná kaša je lacný a veľmi zdravý produkt. Aby to bolo chutné, potrebujete vedieť niekoľko ...

Ahoj! Dnes chcem hovoriť o tom, ako pripraviť paradajkový dresing na zimu na cestoviny....

Predstavte si veľký kus ošľahaného a obaľovaného mäsa, šťavnatého zvnútra a chrumkavého zvonku,...

Ponúkame nahradiť obvyklé klobásové sendviče tým najroztomilejším a najzaujímavejším občerstvením. Ruže z...

Výborným chudým (a tiež diétnym) snackom je pasta z chudých fazúľ. Obsahuje veľa bielkovín a...

Spravidla sú tieto orgány životne dôležité. Existuje zoznam srdcových chorôb v prítomnosti ...

Dospelý bičíkovec v ľudskom hrubom čreve objavený počas kolonoskopickej epidemiológie po celom svete...