हर दिन के लिए अंग्रेजी शब्द सीखें अंग्रेजी में 10 शब्द
यह एक विदेशी भाषा में महारत हासिल करने के लिए एक बुनियादी शर्त है। जरूरत है न सिर्फ उससे बात करने की...
लेबलिंग किसके लिए है? अंकन में अंक या अक्षर का क्या अर्थ है? ये और कई अन्य प्रश्न अक्सर नौसिखिए वेल्डर द्वारा पूछे जाते हैं। इस लेख में हम आपको बताएंगे कि पैकेजिंग पर लेबल को कैसे समझा जाए, हम आपको चिह्नों के विवरण और उनकी विशेषताओं को समझना सिखाएंगे।

निम्नलिखित संख्याएँ मिलीमीटर में मापी गई छड़ का व्यास हैं। व्यास का चयन वेल्डेड धातु की मोटाई के आधार पर किया जाता है। जितना मोटा, व्यास उतना ही बड़ा। हमारे उदाहरण में, यह 5 मिमी है।

इसके अलावा, इलेक्ट्रोड को विभिन्न धातुओं के लिए डिज़ाइन किया जा सकता है। हमारे उदाहरण में, यह "यू" अक्षर है, इसका मतलब है कि आप कम-मिश्र धातु वाले स्टील को 60 किलोग्राम प्रति वर्ग मिलीमीटर की तन्यता ताकत के साथ वेल्ड कर सकते हैं। यदि ऐसे स्टील में उच्च तन्यता ताकत है, तो "L" अक्षर से चिह्नित इलेक्ट्रोड का उपयोग करें। वेल्डिंग गर्मी प्रतिरोधी स्टील के लिए इलेक्ट्रोड को "टी" नामित किया गया है; विशेष गुणों वाले स्टील्स की वेल्डिंग के लिए, "बी" अक्षर सेट किया गया है, और सरफेसिंग के लिए छड़ को एच अक्षर द्वारा नामित किया गया है।

अगला पदनाम कोटिंग की मोटाई या अन्यथा है। हमारे उदाहरण में, यह "डी" (मोटा आवरण) है। लेकिन इसके अलावा, वेल्डिंग इलेक्ट्रोड को "एम" (पतली कोटिंग), "सी" (मध्यम) अक्षर और "जी" (बहुत मोटी) अक्षर के साथ भी चिह्नित किया जाता है।
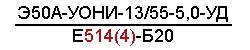
यह सबसे कठिन चिह्नों में से एक है, शुरुआती अक्सर इसे नहीं समझते हैं, क्योंकि कई संख्याओं में एक साथ कई विशेषताएं होती हैं। आमतौर पर, उच्च-मिश्र धातु इस्पात की वेल्डिंग के लिए इलेक्ट्रोड के साथ पैकेजिंग पर सूचकांकों का एक समूह लिखा जाता है, इसलिए इससे पहले से ही इसे समझना आसान हो जाता है। आइए हमारे उदाहरण में प्रत्येक अंक का क्या अर्थ है, इस पर करीब से नज़र डालें।
तो, संख्या 5 वेल्ड का संक्षारण प्रतिरोध है। नंबर 1 अधिकतम है वर्किंग टेम्परेचर, जिस पर गर्मी प्रतिरोध का संकेत दिया गया है। नंबर 4 संयुक्त का कार्य तापमान है। कोष्ठक में संख्या (4) इंगित करती है कि वेल्ड में कितना फेराइट चरण है। प्रत्येक अंक जितना बड़ा होगा, मान उतना ही बड़ा होगा। नीचे उच्च मिश्र धातु स्टील्स की वेल्डिंग के लिए सीवन धातु की विशेषताओं के साथ एक तालिका है, इसका अध्ययन करने के बाद, आप समझेंगे कि प्रत्येक संख्या का क्या अर्थ है।

जैसा कि हमने पहले कहा था, इलेक्ट्रोड सरफेसिंग के प्रतीक में दो भाग हो सकते हैं, न कि 3-4 अंकों के। एक 3-अंकीय सूचकांक को 3-4-अंकीय सूचकांक में जोड़ा जाता है, जो एक हाइफ़न के साथ लिखा जाता है और पहले सूचकांक के साथ एक अंश द्वारा अलग किया जाता है। उदाहरण के लिए, 300 / 32-1। संख्या 32 धातु की कठोरता को इंगित करती है जिसे वेल्ड किया जा सकता है। नंबर 1 का मतलब है कि ऐसे इलेक्ट्रोड की कठोरता थर्मल प्रभाव के बिना प्रदान की जाती है। कभी-कभी आप संख्या 2 पा सकते हैं, इसका मतलब है कि गर्मी के संपर्क में आने के बाद कठोरता प्रदान की जाती है।

यह अंकन में अंतिम मूल्यों में से एक है। इलेक्ट्रोड की कई अन्य विशेषताओं की तरह, यह एक पत्र द्वारा इंगित किया जाता है। हमारे उदाहरण में, अक्षर "बी" (बेस कोट), लेकिन "सी" (सेल्यूलोज), "ए" (खट्टा), "पी" () और "पी" (अन्य) भी है। विशेष रूप से लेपित इलेक्ट्रोड का प्रतिनिधित्व करने के लिए अक्षरों को जोड़ा जा सकता है (उदाहरण के लिए "आरसी" रूटाइल सेलूलोज़ के लिए खड़ा है)। यदि कोटिंग की संरचना में लोहे का पाउडर होता है, तो "Ж" अक्षर अतिरिक्त रूप से डाला जाता है (उदाहरण के लिए, "BZh" लोहे के पाउडर के साथ मुख्य कोटिंग को दर्शाता है)।
![]()
प्रत्येक प्रकार के इलेक्ट्रोड को एक विशिष्ट स्थिति में काम करने के लिए डिज़ाइन किया गया है। हमारे उदाहरण में, यह "2" संख्या को छोड़कर, किसी भी स्थिति में काम करने के लिए एक छड़ है। एक संख्या "1" (पूरी तरह से सार्वभौमिक), "3" (ऊर्ध्वाधर विमान पर काम के लिए) और "4" (निचले वाले के लिए) भी है। ये संख्याएं अंतरराष्ट्रीय मानकों के अनुरूप हैं और ये घरेलू और विदेशी दोनों सामग्रियों के बहुमत को चिह्नित करती हैं।


आपने देखा होगा कि जब हमने इंडेक्स ग्रुप के बारे में बात की तो हम "ई" अक्षर से चूक गए। यह एक विशेष अंकन है, इसका मतलब है कि आपके सामने एक लेपित उपभोज्य इलेक्ट्रोड है। यह एक अंतरराष्ट्रीय पदनाम भी है।

इसे ठीक करने के लिए, ANO-21 के उदाहरण का उपयोग करके इलेक्ट्रोड के ब्रांड को डिकोड करने पर विचार करें।
1: इलेक्ट्रोड प्रकार (E46, कम तन्यता ताकत वाले कम मिश्र धातु स्टील्स के लिए उपयुक्त)।
2: ब्रांड (एएनओ-21, क्रमशः)।
3: व्यास (हमारे मामले में 2.5 मिलीमीटर)।
4: उद्देश्य ("यू" अक्षर का अर्थ कार्बन या कम मिश्र धातु इस्पात के लिए है), आदि।
हमने जानबूझकर अंकन के डिकोडिंग को छोड़ दिया ताकि आप इसे स्वयं कर सकें। फोटो के बाकी नंबरों को कागज के एक टुकड़े पर लिखें और डिकोड करें। केवल पहली नज़र में अंकन को समझना इतना जटिल लगता है, वास्तव में, पूरे बिंदु को समझने के लिए इसे स्वयं करने के लिए पर्याप्त है। आप इलेक्ट्रोड के नीचे से कई अलग-अलग पैकेज ले सकते हैं और अभ्यास करने के लिए पूरे ट्रांसक्रिप्ट को स्वयं पेंट कर सकते हैं।
अब आप जानते हैं कि इलेक्ट्रोड प्रकार के अंकन में अक्षर और संख्या का क्या अर्थ है। शुरुआती लोगों के लिए, वेल्डिंग के लिए इलेक्ट्रोड को चिह्नित करना अक्सर भ्रमित और समझ से बाहर लगता है, लेकिन हम आशा करते हैं कि हम सब कुछ विस्तार से समझाने में सक्षम थे। के लिए इलेक्ट्रोड का चिह्नित चयन
इलेक्ट्रोड का उपयोग करके मैनुअल आर्क वेल्डिंग किया जाता है। यह एक विशेष कोटिंग (या इसके बिना) के साथ यह धातु की छड़ है जो एक पिघलने वाला चाप प्रदान करती है और कुछ मापदंडों के साथ एक वेल्ड बनाती है।
एक उच्च-गुणवत्ता, टिकाऊ और सौंदर्य की दृष्टि से सुंदर कनेक्शन प्राप्त करने के लिए, सही उपभोग्य सामग्रियों का चयन करना आवश्यक है। वेल्डिंग के लिए इलेक्ट्रोड के चयन के लिए मानदंड:
सभी इलेक्ट्रोड दो मुख्य प्रकारों में विभाजित हैं। गैर-धातु (कार्बन, ग्रेफाइट) और तार से बना है। तदनुसार, धातु इलेक्ट्रोड गैर-पिघलने या पिघलने वाले होते हैं। उत्तरार्द्ध को खुला या इसके साथ किया जा सकता है।
वेल्डिंग के विकास के भोर में सिंगल पीस अनकोटेड इलेक्ट्रोड का इस्तेमाल किया गया था। वे आज शायद ही उपयोग किए जाते हैं। यह प्रकार एक वेल्डिंग तार के रूप में विकसित हुआ है जो लगातार अर्ध-स्वचालित में आर्किंग ज़ोन को खिलाया जाता है वेल्डिंग मशीन... अक्रिय गैस वातावरण में किए गए कार्य के कारण इलेक्ट्रोड चिपकता नहीं है।
स्टिक इलेक्ट्रोड की कोटिंग (कोटिंग) को सही चाप बनाने, वेल्डिंग बिंदु पर आवश्यक रासायनिक वातावरण बनाने और सीम को आवश्यक विशेषताएं देने के लिए डिज़ाइन किया गया है।
निर्माता पेशकश करते हैं विभिन्न प्रकार केऔर ब्रांड।

वर्गीकरण सैकड़ों किस्मों का है। अनुभवी गुरुतुरंत बता सकते हैं कि किस उपभोज्य की आवश्यकता है एक निश्चित प्रकारकाम करता है। फिर भी, आपको यह जानने की जरूरत है कि वास्तव में किस प्रकार के इलेक्ट्रोड हैं, और पैकेज पर पदनाम को समझने में सक्षम हैं।
प्रतीक, चिह्न और सम संक्षिप्त निर्देशभंडारण, तैयारी और उपयोग के लिए आमतौर पर पैकेज पर लागू किया जाता है या कागज की एक अलग शीट पर डालने के रूप में पेश किया जाता है।

ऐसी जानकारी किसी भी रूप में की जा सकती है, यहाँ तक कि हास्य-शैली के चित्रों से भी। हालाँकि, आधिकारिक एक (जिसके अनुसार, अन्य बातों के अलावा, Rospotrebnadzor को दावा किया जा सकता है) GOST के अनुसार अंकन है।

उत्पादों का उत्पादन मानकों द्वारा नियंत्रित होता है। सबसे आम खंड GOST 9466-75 द्वारा कवर किया गया है, जो स्टिक इलेक्ट्रोड के लिए पैकेजिंग के उत्पादन, परीक्षण, लेबलिंग की प्रक्रिया निर्धारित करता है।
इस मानक के अनुसार, प्रत्येक पैकेज पर निम्नलिखित रूप में जानकारी लागू की जानी चाहिए।
सभी वेल्डिंग इलेक्ट्रोड चिह्नित और असाइन किए गए हैं। इसमें स्वयं इलेक्ट्रोड के बारे में सारी जानकारी होती है, उदाहरण के लिए, इसकी संरचना के बारे में, और कभी-कभी निर्माता के बारे में भी। इन सभी पदनामों को समझते हुए, आप हमेशा स्वतंत्र रूप से कनेक्शन के लिए आवश्यक सामग्री का चयन कर सकते हैं।
सबसे पहले, यह हमेशा जाँचने योग्य है कि क्या चयनित इलेक्ट्रोड मेल खाता है राज्य मानक... ऐसा करने के लिए, पैकेजिंग में "GOST" शिलालेख और उसके बाद कुछ नंबर होने चाहिए।
यदि यह सब मौजूद है, तो आप नकली और खराब गुणवत्ता वाले सामानों के डर के बिना, अन्य संकेतकों के अनुसार उन्हें चुनकर, वेल्डिंग इलेक्ट्रोड के चयन को सुरक्षित रूप से जारी रख सकते हैं।
इलेक्ट्रोड को रॉड के रूप में बनाया जाता है, यह या तो धातु हो सकता है या अन्य सामग्रियों से बना हो सकता है, जो इसके उद्देश्य पर निर्भर करता है। और सामान्य तौर पर, इसका उद्देश्य वेल्डिंग की जगह पर करंट की आपूर्ति करना है। इसलिए, एक अनुभवी वेल्डर हमेशा सामग्री की चालकता पर ध्यान देगा। इलेक्ट्रोड के उत्पादन के लिए, यह तार का उपयोग करने के लिए प्रथागत है, जिसमें मिश्र धातु की अलग-अलग डिग्री के साथ मिश्र धातु शामिल हैं।
यह बाहरी कोटिंग पर भी ध्यान देने योग्य है। यह नाइट्रोजन या ऑक्सीजन जैसे बाहरी अड़चनों से सुरक्षा प्रदान करने के लिए लगाया जाता है। कोटिंग के अन्य लाभों में वेल्डिंग चाप की स्थिरता बनाए रखना और संभावित अशुद्धियों को दूर करना शामिल है - वे पिघली हुई धातु में हो सकते हैं।
इलेक्ट्रोड कोटिंग की गुणवत्ता सुनिश्चित करने वाले कई घटकों पर विचार करें:
डेक्सट्रिन और आटा ऐसे घटक हैं जो गैस बनाने वाला वातावरण बनाते हैं। किसी भी वेल्डिंग का लक्ष्य एक गुणवत्ता वेल्ड, संक्षारण प्रतिरोध और उच्च शक्ति सुनिश्चित करना है। इसके लिए, इलेक्ट्रोड की संरचना में निम्नलिखित मिश्र धातु अशुद्धियों को शामिल किया जाना चाहिए:
उनमें से बहुत अधिक हो सकते हैं, ये केवल मुख्य हैं और अधिक सामान्य हैं।
सभी इलेक्ट्रोड विश्व स्तर पर दो प्रकारों में विभाजित हैं: उपभोज्य और गैर-उपभोज्य। पूर्व में तांबा, कांस्य, स्टील और तांबे की सामग्री शामिल है। कभी-कभी बिना लेपित उत्पाद पाए जाते हैं, उन्हें परिरक्षण गैस के उपयोग के साथ कनेक्शन के लिए तार के रूप में उपयोग करने की प्रथा है। और गैर-उपभोग्य वस्तुएं लैंथेनम टंगस्टन या थोरियेटेड इलेक्ट्रोड हैं।
यदि उत्पाद को "ए" अक्षर से चिह्नित किया गया है - यह इंगित करता है कि इसकी कोटिंग अम्लीय है, इसका उपयोग किया जाना चाहिए इस्पात संरचनाएं, अगर धातु में शामिल होने के लिए है उच्च स्तरकार्बन और सल्फर।
"बी" अक्षर इंगित करेगा कि ऐसे उत्पादों के साथ काम करें सीधी स्थितिनिषिद्ध - वैसे, जैसे "ए" और "पी" अक्षरों के मामले में। "सी" अक्षर का अर्थ है कि किसी भी गैर-मानक पदों पर कोई प्रतिबंध नहीं है और ये इलेक्ट्रोड किसी भी स्थिति में उच्च गुणवत्ता वाले काम का उत्पादन कर सकते हैं। लेकिन एक खामी देखी गई - उत्पाद के तापमान पर अत्यधिक छींटे और निरंतर नियंत्रण के रूप में।
एक अन्य प्रकार वेल्डिंग के लिए इलेक्ट्रोड का मिश्रित अंकन है, यह इस तरह दिख सकता है: "एसी", "आरबी"। उन्होंने विभिन्न प्रकार की संरचनाओं या पाइपलाइनों की वेल्डिंग में अपना मुख्य अनुप्रयोग पाया है।
स्वाभाविक रूप से, यह सभी पदनाम नहीं है। कई बारीकियां हैं। पहली संख्या और अक्षर आमतौर पर अधिकतम भार सीमा का संकेत देते हैं। यदि ऐसा कोई अंकन है: "ई 41" - इसका मतलब है कि वेल्ड किए गए हिस्से 41 किलोग्राम प्रति 1 वर्ग मिमी के भार का सामना करने में सक्षम होंगे। वेल्ड को चिह्नित करने के लिए अन्य विकल्प भी हैं:
कोटिंग परत मोटाई पदनाम:
अंकन के अंत में संख्याओं को उत्पादों की स्थानिक स्थिति और वर्तमान मूल्य को समझने के लिए लिखा जाता है जिसे इस मामले में उपयोग करने की अनुशंसा की जाती है।
अधिक जानकारी:
इसके अलावा, उत्पादों के साथ बॉक्स को नाजुक सामानों के साथ चिह्नित किया जा सकता है जिसके अंदर नमी के साथ परीक्षण नहीं किया जाना चाहिए। इन सभी चिह्नों को सहज ज्ञान युक्त स्तर पर भी समझना आसान है सामान्य ज्ञानवेल्डिंग में। यह वेल्डिंग के लिए आवश्यक सामग्री की खोज में बहुत सुविधा प्रदान करेगा।
धातुओं को वेल्डिंग करते समय, वेल्डेड छड़ की संरचना के साथ उनकी संगतता इलेक्ट्रोड के अंकन द्वारा निर्धारित की जाती है, जिसे पैकेजिंग पर लागू किया जाना चाहिए। सामग्री जितनी सटीक रूप से तत्वों से मेल खाती है, कनेक्शन उतना ही मजबूत होगा। अल्फ़ान्यूमेरिक पदनामों में एन्क्रिप्ट की गई जानकारी को सही ढंग से पढ़ने में सक्षम होना महत्वपूर्ण है, जिसमें उद्देश्य के बारे में जानकारी शामिल है और रासायनिक संरचनाइलेक्ट्रोड और उनके कोटिंग्स।
सबसे आम कनेक्शन विकल्प धातु के टुकड़े- यह चाप वेल्डिंग है, जब प्रभाव में पिघलने के कारण बंधन होता है उच्च तापमानइलेक्ट्रिक आर्क। उपयोग किए जाने वाले उपकरणों के प्रकार, प्रक्रिया की शर्तों के अनुसार, अन्य तकनीकी विशेषताएं निम्नलिखित प्रकार के तरीकों को अलग करती हैं:

एक मैनुअल चाप विधि के माध्यम से कनेक्शन छड़ द्वारा किया जाता है विभिन्न प्रकारऔर फ्लक्स, सुरक्षात्मक गैस के तहत उत्पादित किया जाता है। विधि की ख़ासियत इस तथ्य में निहित है कि वेल्डर, काम के दौरान, सीम की गुणवत्ता की निगरानी करता है और मापदंडों को बदलने की क्षमता रखता है: वर्तमान का परिमाण, चाप की लंबाई और अन्य घटक कारक।
 आर्क वेल्डिंग इलेक्ट्रोड को उपभोज्य और गैर-दहनशील में विभाजित किया गया है। पहले वाले स्टील, कच्चा लोहा, तांबे से बने होते हैं - जो धातुओं में शामिल होने के आधार पर होते हैं, और कैथोड या एनोड, एक भराव सामग्री के रूप में उपयोग किए जाते हैं। एक उपभोज्य इलेक्ट्रोड में एक आंतरिक छड़ होती है, जिसकी संरचना वेल्डेड होने वाली धातुओं के गुणों और एक बाहरी आवरण द्वारा निर्धारित की जाती है। इलेक्ट्रोड की कोटिंग (इसके प्रकार हैं और इसके बिना) बहुक्रियाशील है: चाप को पकड़ना, आवश्यक जोड़ना रासायनिक तत्वधातु के डीऑक्सीडेशन और मिश्रधातु के लिए, एक गैस बादल का निर्माण जो सीम को ऑक्सीकरण से बचाता है।
आर्क वेल्डिंग इलेक्ट्रोड को उपभोज्य और गैर-दहनशील में विभाजित किया गया है। पहले वाले स्टील, कच्चा लोहा, तांबे से बने होते हैं - जो धातुओं में शामिल होने के आधार पर होते हैं, और कैथोड या एनोड, एक भराव सामग्री के रूप में उपयोग किए जाते हैं। एक उपभोज्य इलेक्ट्रोड में एक आंतरिक छड़ होती है, जिसकी संरचना वेल्डेड होने वाली धातुओं के गुणों और एक बाहरी आवरण द्वारा निर्धारित की जाती है। इलेक्ट्रोड की कोटिंग (इसके प्रकार हैं और इसके बिना) बहुक्रियाशील है: चाप को पकड़ना, आवश्यक जोड़ना रासायनिक तत्वधातु के डीऑक्सीडेशन और मिश्रधातु के लिए, एक गैस बादल का निर्माण जो सीम को ऑक्सीकरण से बचाता है।
गैर-दहनशील इलेक्ट्रोड दुर्दम्य पदार्थों से बने होते हैंकोयला, ग्रेफाइट या टंगस्टन है। उनकी मदद से, चाप को प्रज्वलित किया जाता है और पकड़ लिया जाता है, और फ्यूसिबल सामग्री के हीटिंग ज़ोन में मैनुअल फीडिंग द्वारा सीम को धातु से भर दिया जाता है।
वेल्डिंग के दौरान परस्पर क्रिया करने वाले पदार्थों के विभिन्न संयोजनों में लेपित इलेक्ट्रोड के निष्पादन के लिए कई विकल्पों ने कई वर्गीकरणों का उदय किया है जो आवश्यक रचनाओं को चुनते समय नेविगेट करने में मदद करते हैं। वे उद्देश्य से प्रतिष्ठित हैं:
अन्य पैरामीटर विभाजन को इंगित करते हैं: कोटिंग परत की मोटाई (पतली, मध्यम और मोटी), वर्तमान के प्रकार (स्थिर और वैकल्पिक), कोटिंग की संरचना (अम्लीय, मूल, रूटाइल) और स्थानिक स्थान के अनुसार इलेक्ट्रोड। रॉड के क्रॉस-सेक्शन और सीम की गुणवत्ता का भी अपना एन्क्रिप्शन होता है।
मैनुअल आर्क वेल्डिंग के लिए इलेक्ट्रोड के कई ब्रांड विनियमित हैं नियामक दस्तावेजगोस्ट 9466-75। इसके अनुसार, 9 मुख्य मापदंडों के बारे में जानकारी पैकेज पर लागू होती है:

केवल पैकेजिंग पर प्रतीकों के साथ खुद को परिचित करने के लिए पर्याप्त नहीं है - आपको उन्हें पढ़ना चाहिए। ऐसा करने के लिए, आपको संदर्भ पुस्तकों को देखने की आवश्यकता है।
बेहतर याद के लिए, आपको इलेक्ट्रोड को पदनाम द्वारा स्पष्ट रूप से समझना चाहिए। उदाहरण के लिए, आप निम्न कोड वाला उत्पाद ले सकते हैं:
E46-LEZMR-3S-Ø-UD
ई 43 1 (3) -RTs13
अंकन द्वारा संपत्तियों की स्थापना के लिए लेआउट:

आज है बड़ा विकल्पविद्युत चाप के माध्यम से किसी भी धातु को जोड़ने के लिए उत्पाद। चिह्नों का उपयोग करके, आप हमेशा वही इलेक्ट्रोड चुन सकते हैं जिसकी आपको आवश्यकता है।
उच्च-गुणवत्ता वाले स्थायी जोड़ों को प्राप्त करने के लिए काफी कुछ प्रौद्योगिकियां हैं, हालांकि, आज सबसे लोकप्रिय तरीका मैनुअल आर्क वेल्डिंग है, जो स्टिक इलेक्ट्रोड का उपयोग करके किया जाता है। मैनुअल आर्क वेल्डिंग के लिए इलेक्ट्रोड के चयनित ब्रांडों के आधार पर, एक ही उपकरण का उपयोग करके, डिवाइस की सेटिंग्स को थोड़ा समायोजित करके, आप विभिन्न प्रकार और उद्देश्यों के उच्च-गुणवत्ता वाले सीम प्राप्त कर सकते हैं। इसके अलावा, आप अंतरिक्ष में किसी भी स्थिति में एक विश्वसनीय सीम प्राप्त कर सकते हैं, यहां तक कि सबसे कठिन पहुंच वाले क्षेत्रों में भी।
वेल्डेड जोड़ों को प्रत्येक धातु के लिए जितना संभव हो उतना अच्छा बनाने के लिए, वे वेल्डिंग इलेक्ट्रोड की अपनी किस्मों का उत्पादन करते हैं।
विश्वसनीय वेल्ड प्राप्त करने के लिए उपयोग किए जाने वाले इलेक्ट्रोड को कैलिब्रेटेड से बनी छड़ के रूप में निर्मित किया जाता है झाल लगाने की तार... इस मामले में, ठंड से खींची गई तकनीक का उपयोग किया जाता है, जिसका अर्थ है कि भविष्य में crimping प्रक्रिया के दौरान एक विशेष सुरक्षात्मक परत लागू की जाएगी।
वेल्डिंग के लिए इलेक्ट्रोड की इस कोटिंग का इरादा है ताकि काम के दौरान वेल्ड पूल का धातुकर्म उपचार किया जाए, यह पर्यावरण से प्रभावित न हो।
यह कोटिंग आपको सबसे स्थिर चाप जलने को भी प्राप्त करने की अनुमति देती है, जो उपभोज्य-इलेक्ट्रोड चाप वेल्डिंग में भी बहुत महत्वपूर्ण है। एक असमान चाप के साथ, एक ही सीम को उसकी पूरी लंबाई के साथ प्राप्त करना बहुत ही समस्याग्रस्त होगा। सुरक्षात्मक कोटिंग में निम्नलिखित पदार्थ होते हैं:
मैनुअल आर्क वेल्डिंग के लिए इलेक्ट्रोड के ब्रांड कोटिंग, इसकी गुणवत्ता और कई अन्य संकेतकों के आधार पर बनाए जा सकते हैं।
वेल्डिंग प्रक्रिया में, उपभोज्य और गैर-उपभोज्य इलेक्ट्रोड का उपयोग किया जा सकता है - यह मैनुअल आर्क वेल्डिंग की तकनीक पर निर्भर करता है, और इसके लिए विभिन्न अतिरिक्त तत्वों और सामग्रियों का उपयोग किया जा सकता है।
काम की प्रक्रिया में गैर-उपभोज्य इलेक्ट्रोड का उपयोग करते समय, यह याद रखना चाहिए कि वे एक कृत्रिम विधि द्वारा प्राप्त विद्युत कोयले, टंगस्टन या ग्रेफाइट से बने होते हैं। यह याद रखना चाहिए कि ग्रेफाइट की विद्युत चालकता अन्य सामग्रियों की तुलना में बहुत अधिक है, इसके अलावा, वे इतनी जल्दी ऑक्सीकरण नहीं करते हैं - गैर-उपभोज्य इलेक्ट्रोड के साथ मैनुअल आर्क वेल्डिंग में उनका उपयोग करना काफी किफायती और लाभदायक है।
उनका व्यास 4 से 18 मिमी तक होता है, लंबाई में वे 70 सेमी तक हो सकते हैं। अर्ध-स्वचालित या स्वचालित तकनीक का उपयोग करके वेल्डिंग के लिए, एक विशेष कैलिब्रेटेड तार का उपयोग किया जाता है, जो व्यास में 0.2 से 12 मिमी तक हो सकता है। यह लेपित इलेक्ट्रोड को स्वयं बदल देता है। तार स्पूल में निर्मित होते हैं जिनका वजन 80 किलोग्राम तक हो सकता है। आज फ्लक्स-कोर तार, तार के उत्पादन के लिए एक तकनीक है, जिसमें विशेष मिश्र धातु तत्व होते हैं, इलेक्ट्रोड टेप और प्लेट का उत्पादन करते हैं।
मैनुअल आर्क वेल्डिंग के लिए उपभोज्य इलेक्ट्रोड विशेष वेल्डिंग तार से बने होते हैं, जो सिर्फ कार्बन हो सकते हैं, मिश्र धातु वाले तत्वों के साथ, या इन पदार्थों की एक बड़ी मात्रा के साथ।
वेल्डिंग या सरफेसिंग के लिए उपयोग किए जाने वाले इलेक्ट्रोड के प्रकारों को अनुप्रयोग द्वारा वर्गीकृत किया जा सकता है (उदाहरण के लिए, स्टील, कच्चा लोहा, अलौह धातुओं, सरफेसिंग से बने तत्वों को जोड़ने के लिए), विभिन्न तकनीकी विशेषताएं- आर्गन वेल्डिंग के लिए, रोलर के काम के लिए, सामग्री के सबसे पूर्ण प्रवेश के लिए। इसके अलावा, लेपित इलेक्ट्रोड के साथ मैनुअल आर्क वेल्डिंग को के अनुसार वर्गीकृत किया जा सकता है यांत्रिक विशेषताएंसीवन, वर्कपीस पर धातु लगाने की विधि द्वारा भौतिक गुणलावा और इतने पर।
वेल्डिंग के दौरान इलेक्ट्रोड की मुख्य आवश्यकताएं इस प्रकार हैं:
लेपित इलेक्ट्रोड के साथ मैनुअल आर्क वेल्डिंग सेल्यूलोज, रूटाइल, और इसी तरह के अतिरिक्त कोटिंग्स के साथ विशेष उत्पादों का उपयोग करके किया जा सकता है। आमतौर पर, इन इलेक्ट्रोडों का उपयोग स्टेनलेस स्टील अनुप्रयोगों के लिए किया जाता है।
उनके प्रमुख कार्यों के संदर्भ में, इलेक्ट्रोड में उनके ब्रांड और किए जा रहे कार्य की तकनीक के आधार पर कुछ अंतर हो सकते हैं:

कवर किए गए इलेक्ट्रोड के साथ मैनुअल आर्क वेल्डिंग के तरीके भी कोटिंग के प्रकार के आधार पर चुने जाते हैं। उसके बारे में जानकारी लेबल पर भी उपलब्ध है:
सबसे पहले, पेशेवर वेल्डर उसी मशीन पर खाना बनाना सीखने की सलाह देते हैं जिसके साथ आप भविष्य में काम करने की योजना बना रहे हैं। यह आपको प्रत्येक प्रकार के इलेक्ट्रोड के लिए इष्टतम वर्तमान ताकत का चयन करने के लिए जितनी जल्दी हो सके इस उपकरण की सभी विशेषताओं का अध्ययन करने की अनुमति देता है।
वेल्डिंग मास्क के चयन के लिए सबसे अधिक जिम्मेदारी से संपर्क करना भी उचित है। सुरक्षात्मक फिल्टर की कुछ संख्याएँ होती हैं, और इन फिल्टरों को भी दृष्टि की ख़ासियत - आंखों की संवेदनशीलता, डायोप्टर, आदि को ध्यान में रखते हुए, बेहतर तरीके से चुना जाना चाहिए। फ़िल्टर चुनते समय, एक बुनियादी मानदंड होता है - वेल्ड पूल स्पष्ट रूप से दिखाई देना चाहिए।
वेल्डिंग तत्व एक दूसरे से एक निश्चित दूरी पर होने चाहिए - इस मामले में, कनेक्शन उच्चतम गुणवत्ता का होगा। यदि अंतर बहुत छोटा है, तो वेल्ड बहुत उत्तल होगा - यह धातु के अपर्याप्त ताप के कारण है। बहुत बड़ा अंतर पिघला हुआ धातु को समान रूप से लागू करने की अनुमति नहीं देगा, क्योंकि वेल्डिंग चाप वेल्ड लाइन से दृढ़ता से विचलित होना शुरू हो जाएगा।
मैनुअल आर्क तकनीक का उपयोग करके वेल्डिंग कार्य करते समय, ग्राउंड इलेक्ट्रोड को गीले आधार पर रखना सख्त मना है, उदाहरण के लिए, पोखर, बर्फ, और इसी तरह। सभी काम विशेष सुरक्षात्मक दस्ताने और मोटे रबर के तलवों वाले जूते में किए जाने चाहिए। काम शुरू करने से पहले, आपको ध्यान से जांचना चाहिए कि सभी सुरक्षात्मक तत्व कितने बरकरार हैं।
दस्तानों का उपयोग केवल तभी किया जा सकता है जब वे पूरी तरह से सूखे हों। की अनदेखी इस पल, यदि आप इलेक्ट्रोड बदलते हैं, तो आप पराजित हो सकते हैं विद्युत का झटका, जो सर्किट में होगा: रिओस्तात, इलेक्ट्रोड धारक, वेल्डर स्वयं और ग्राउंडिंग।
चेहरे को हमेशा एक विशेष मास्क से सुरक्षित किया जाता है: यह गर्म धातु के छींटे से बचाने में मदद करता है तेज प्रकाश, जो काम के दौरान उत्पन्न होगा। तथ्य यह है कि उत्सर्जित प्रकाश किरणों की चमक मानव दृष्टि के लिए स्वीकार्य मूल्यों से कई हजार गुना अधिक हो सकती है। असुरक्षित आँखों से वेल्डिंग को देखने से अंततः दृष्टि की अस्थायी हानि हो सकती है। इसके अलावा, वेल्डिंग अवरक्त विकिरण का एक स्रोत है, जो कुछ दृश्य दोषों का कारण बनता है, विशेष रूप से, मोतियाबिंद विकसित होना शुरू हो सकता है, हालांकि, ऐसा बहुत बार नहीं होता है।
वेल्डिंग करते समय आंखों की रोशनी को सबसे बड़ा खतरा होता है पराबैंगनी विकिरण, जो फोटोफोबिया का कारण है, जो आंखों में ऐंठन, लालिमा, विपुल लैक्रिमेशन और दृष्टि के अस्थायी कमजोर होने के रूप में प्रकट हो सकता है। इसे साधारण आई ड्रॉप से ठीक किया जा सकता है।
यदि आप सही उपकरण, इलेक्ट्रोड और मास्क चुनते हैं, तो सभी वेल्डिंग कार्य बिल्कुल सुरक्षित होंगे, और वेल्ड बहुत विश्वसनीय, उच्च-गुणवत्ता और टिकाऊ हो जाएगा।
यह एक विदेशी भाषा में महारत हासिल करने के लिए एक बुनियादी शर्त है। जरूरत है न सिर्फ उससे बात करने की...

और मैं ने एक और पशु को पृय्वी पर से चढ़ते देखा, और उसके दो सींग थे, मेम्ने के समान, और क्रिया सर्प के समान है "(प्रका0वा0 13:11)।" यह निकला ...

10 जुलाई 2012 1 1864 सेंट पीटर्सबर्ग में Mytninskaya स्क्वायर पर एक घटना हुई, जो हमेशा के लिए रूसी में प्रवेश कर गई ...

अर्मेनिया के अपोस्टोलिक चर्च; रूसी भाषी टिप्पणीकारों के बीच, ज़ारिस्ट रूस में पेश किया गया नाम व्यापक है ...

, जापान में, जहां आधुनिक उपकरणों के डेवलपर्स शायद सबसे साहसी विचारों द्वारा देखे जाते हैं, और उनके कार्यान्वयन के लिए वहां हैं ...

मैं सफलता की कुंजी नहीं जानता, लेकिन असफलता की कुंजी सभी को खुश करने की कोशिश कर रही है। बिल कोस्बी हम में से बहुत से लोग खुश करना चाहते हैं ...

सबसे अधिक समस्याग्रस्त क्षेत्रों में से एक निचला पेट है, जहां एक व्यक्ति भी जिसके पास स्पष्ट अतिरिक्त नहीं है ...

अपने "रूस में चलने" में एम। गोर्की ने जीवन के अंधेरे कोनों में देखा और लेखक की बहुत सारी ऊर्जा खर्च की ...

यदि आपने अपने एंड्रॉइड स्मार्टफोन के लिए वर्चुअल रियलिटी चश्मा खरीदा है, तो एक पूरी तरह से तार्किक सवाल उठता है, ...
बच्चों के साहित्य में वाक्यांशवैज्ञानिक इकाइयों का उपयोग लेखक: नाज़रोव वसेवोलॉड व्लादिमीरोविच 4 बी कक्षा, स्कूल ...
छात्रों के लिए अध्ययन नोट इसहाक लेविटन। शाम। गोल्डन प्लायोस (1889) नाटक ए के आसपास अविश्वसनीय विवाद।

उपन्यास "फादर्स एंड संस" आई.एस. 1862 में तुर्गनेव, दासता के उन्मूलन के एक साल बाद। कार्य ...
पृथ्वी पर बहुत कुछ हमसे छिपा है, लेकिन बदले में हमें अपने साथ एक जीवित संबंध का एक गुप्त अंतरंग एहसास दिया गया है ...
वर्तमान काल के वास्तविक प्रतिभागी शिक्षा प्रपत्र I.p.ed.ch. मी और औसत जीनस बाकी के रूप ...

उन लोगों के लिए जो मांस के बिना रहने की संभावना पर संदेह करते हैं, मैं अपने दोस्त से मिलने का प्रस्ताव करता हूं, जो ...
ज्योतिष शब्द, ज्योतिष (Skt से - ज्योतिष - "खगोल विज्ञान, ज्योतिष" ज्योतिष से - "प्रकाश, स्वर्गीय शरीर") ...