गरमागरम लैंप के लिए डिमर्स को जोड़ने के उपकरण, प्रकार और आरेख
मानक स्विच का संचालन करते समय, आप केवल लैंप की अधिकतम चमक प्राप्त कर सकते हैं। लेकिन ऐसे हालात हैं ...
गैसकेट के प्रकार:
कंपनी विद्युत उपकरणों की स्थापना से संबंधित गतिविधियों का एक पूरा चक्र चलाती है:
निम्नलिखित कारकों के कारण विद्युत कार्य का उच्च गुणवत्ता स्तर सुनिश्चित करना संभव है:
ग्राहक व्यक्ति में काम के प्रदर्शन के लिए एक तकनीकी कार्य या एक परियोजना प्रदान करता है, इसे फैक्स या ई-मेल द्वारा भेजता है।
कंपनी का एक इंजीनियर, प्रस्तुत किए गए दस्तावेजों से खुद को परिचित करता है, साइट पर जाता है और ग्राहक के प्रतिनिधियों के साथ मिलकर परियोजना या कार्य से संबंधित मुद्दे के तकनीकी पक्ष को निर्दिष्ट करते हुए, इसका निरीक्षण करने के लिए आगे बढ़ता है। इंजीनियर मुफ्त में साइट पर जाता है।
दस्तावेज और सड़क पर इंजीनियर द्वारा प्राप्त जानकारी में प्रदान किए गए आंकड़ों के आधार पर, कार्य के प्रदर्शन का एक अनुमान लगाया जाता है।
1 वर्ष के लिए गारंटी के प्रावधान के साथ हमारी कंपनी द्वारा विद्युत स्थापना, कमीशनिंग गतिविधियां की जाती हैं। यदि कोई आवश्यकता है, तो कंपनी ऑब्जेक्ट की मरम्मत और वारंटी के बाद की सेवा को पूरा करने में सक्षम है। प्रदर्शन किए गए काम को व्यापक अनुभव के साथ योग्य पेशेवरों द्वारा किया जाता है, यही वजह है कि कंपनी गुणवत्ता की गारंटी देने के लिए तैयार है। वारंटी के बाद सेवा का आदेश देते समय ग्राहक तरजीही शर्तों पर भरोसा कर सकते हैं। हमारी कंपनी से संपर्क करें और अपने आप को ग्राहक के लिए एक व्यक्तिगत दृष्टिकोण और एक लचीली मूल्य निर्धारण नीति के फायदे देखें।
कार्य का प्रत्येक चरण व्यक्तिगत नियंत्रण में होगा। आपका व्यक्तिगत प्रबंधक .
सक्षम अधिकारियों के साथ सभी समन्वय आपकी भागीदारी के बिना किए जाते हैं। परियोजना पर काम के चरणों और समय सीमा के बारे में अधिक जानकारी फोन द्वारा प्राप्त की जा सकती है।टर्नकी अपार्टमेंट मरम्मत सेवा के हिस्से के रूप में, हमारी कंपनी कमरे में पूरे इलेक्ट्रिकल सिस्टम के लिए स्थापना और पट्टा सेवाओं की एक पूरी श्रृंखला का संचालन करती है।
हमारी कंपनी बिजली के कर्मचारियों को नियुक्त करती है जो आवासीय परिसर में बिजली का संचालन करने के लिए सक्षम रूप से सभी आवश्यक कार्य करते हैं। इस घटना में कि मौजूदा बिजली की आपूर्ति आधुनिक मानकों में फिट नहीं होती है या वर्तमान भार का सामना नहीं करती है, हम पूरे इलेक्ट्रिक्स को पूरी तरह से बदल देंगे या पुनर्निर्माण करेंगे।
नए घरों में बिजली के उपकरणों की स्थापना पर काम के परिसर में शामिल हैं:
सबसे अधिक बार, नए अपार्टमेंट में, मुख्य विद्युत केबलों को रखा जाता है ताकि वे निलंबित छत या खराब हो जाएं। इस मामले में पेंच की ऊंचाई की आवश्यकता 5 सेमी से कम नहीं है, क्योंकि इसके तहत "वार्म फ्लोर" सिस्टम लगाया जा सकता है। आज मौजूद मानकों के अनुसार परिसर में बिजली का इनपुट तीन-तार या 5-तार केबल (एकल- और तीन-चरण उपभोक्ताओं के लिए) के साथ बनाया जा सकता है। इसी समय, अन्य संचार चालू किए जा रहे हैं (टेलीविजन, टेलीफोन और इंटरनेट)।
आरोही, साथ ही अवरोही को स्ट्रोब बनाने की आवश्यकता होती है, जिसमें केबल को स्विच, प्रकाश स्रोतों, सॉकेट्स, फर्श हीटिंग नियामकों तक लाने के लिए बिछाया जाता है। पावर केबल्स को कुछ खांचे में रखा जाना चाहिए, और कम-वर्तमान लाइनें - दूसरों में।
टर्मिनल बॉक्स और नीचे के बक्से कुओं में स्थापित किए गए हैं (एक विशेष तरीके से बनाई गई अवकाश)। इन उपकरणों की उचित स्थापना दीवारों को संरेखित करने के बाद की जाती है। कम-वोल्टेज लाइनों को विशेष बक्से, विद्युत शक्ति में वर्गीकृत किया जाता है - विद्युत पैनलों के भविष्य की स्थापना के स्थानों पर लाया जाता है। नवीनतम सुरक्षा आवश्यकताओं से बाथरूम में विद्युत क्षमता को बराबर करने वाली प्रणाली की उपस्थिति का अनुमान लगाया जाता है। शावर स्टाल और धातु के पाइप का निचला हिस्सा "ग्राउंड" से जुड़ा होना चाहिए।
इसके अलावा, टर्मिनल बक्से में लाए गए तारों को आरेख के अनुसार स्विच किया जाता है। फिर बिजली के बक्से और स्वचालित उपकरणों की स्थापना की जाती है। बिजली के साथ आवासीय परिसर प्रदान करने के एकल-लाइन विकल्प के अनुसार, सभी विद्युत केबल जुड़े हुए हैं। स्कीम जिसके अनुसार बिजली के तारों को बाहर किया जाएगा, को सतहों (फर्श, छत और दीवारों) के परिष्करण से पहले तय किया जाना चाहिए (उदाहरण के लिए, कागज पर योजना)। यह बढ़ते अतिरिक्त सॉकेट, प्रकाश स्रोतों, आदि के लिए छिपे हुए तारों के लिए अनावश्यक खोजों से बचने में मदद करेगा।
परिष्करण के बाद परिष्करण का काम शुरू होता है सभी आवश्यक बिजली के सामान (स्विच, सॉकेट्स, प्रकाश जुड़नार) को साफ फ्रेम और ओवरले के साथ स्थापित करना। घरेलू उपयोग (ओवन, एयर कंडीशनर, कुकर, आदि) के लिए विद्युत उपकरण भी जुड़े हुए हैं।
विद्युत नेटवर्क का पुनर्निर्माण जो पहले से ही किया गया है, दो तरीकों से किया जा सकता है: बाहरी और छिपी तारों। यदि दूसरे वेरिएंट (छिपी हुई तारों) के अनुसार काम किया जाएगा, तो मुख्य बिजली के तारों को पूरी लंबाई के साथ गर्त में रखा जाना चाहिए, न कि केवल आरोही और अवरोह।
बाहरी तारों में बक्से की स्थापना शामिल है जिसमें तार और केबल होंगे। आवश्यक कनेक्शन और प्रभाव बनाने के लिए सतह प्रकार के टर्मिनल बक्से हैं। बक्से की स्थापना के दौरान अंतराल से बचने के लिए स्विच और सॉकेट (ओवरहेड) तुरंत स्थापित किया जाना चाहिए।
कार्यों के पूरे परिसर की लागत का अनुमान लगाने के लिए, हमारी कंपनी के सलाहकारों से संपर्क करें। हम काम की गुणवत्ता और विश्वसनीयता की गारंटी देते हैं।
यह मूल्य सूची हमारे विशेषज्ञों द्वारा किए गए कुछ प्रकार के विद्युत कार्यों के लिए कीमतों को दर्शाती है।
|
बिजली का काम |
||
| काम का नाम | यू रेव। | कीमत |
|
टर्मिनल बॉक्स की स्थापना और संयोजन |
||
|
झूमर स्थापना |
||
|
मुहरों इलेक्ट्रीशियन |
||
|
स्विच की स्थापना, सॉकेट्स |
||
|
ड्राईवॉल में एक नीचे की प्लेट की स्थापना |
||
|
गलियारे में बिजली और कम-वर्तमान तारों का बिछाने |
||
|
मशीन की स्थापना |
||
|
वीडियो इंटरकॉम पैनल की स्थापना और कनेक्शन |
||
|
इलेक्ट्रिक फ्लोर हीटिंग डिवाइस |
||
|
प्रशंसक स्थापना |
||
|
एक इलेक्ट्रिक तौलिया गर्म स्थापित करना |
||
|
Strobleniye और स्थापना podozetnika |
||
|
उपश्रेणी प्रकाश की स्थापना |
||
|
विद्युत स्विचबोर्ड की स्थापना |
||
|
स्थापना और shtroblenie स्विचबोर्ड |
||
|
बिछाने की शक्ति और कम-वर्तमान तार |
||
|
विद्युत प्लास्टिक बॉक्स की स्थापना |
||
विद्युत इंस्टालेशन प्रक्रिया पर रिपोर्ट:
"विद्युत स्थापना"
1. उद्यम सुविधाओं के विद्युतीकरण (निर्माण और नव निर्मित) के लिए डिजाइन और अनुमान प्रलेखन का अध्ययन।
प्रत्येक निर्माण वस्तु के लिए, डिजाइन और अनुमान प्रलेखन विकसित किया जाता है, जिसके अनुसार निर्माण कार्य इमारतों और संरचनाओं के निर्माण, प्रक्रिया की स्थापना, सैनिटरी, तकनीकी, विद्युत उपकरण, स्वचालन, संचार आदि के आधार पर किया जाता है।
औद्योगिक उद्यमों के निर्माण के लिए वर्किंग ड्रॉइंग में आर्किटेक्चरल - कंस्ट्रक्शन, सैनिटरी - टेक्निकल, इलेक्ट्रिकल और टेक्निकल ड्रॉइंग के सेट शामिल हैं।
इलेक्ट्रिकल वर्किंग ड्रॉइंग के सेट में बाहरी और आंतरिक विद्युत नेटवर्क, सबस्टेशन और अन्य बिजली आपूर्ति उपकरणों, बिजली और प्रकाश व्यवस्था के उपकरणों की स्थापना के लिए आवश्यक दस्तावेज होते हैं। कार्यों के उत्पादन के लिए काम के दस्तावेज को स्वीकार करते समय, यह सत्यापित करना आवश्यक है कि यह विद्युत स्थापना के औद्योगिकीकरण की आवश्यकताओं को ध्यान में रखता है, साथ ही साथ केबल बिछाने, बिजली के उपकरणों और घटकों की हेराफेरी और उनकी स्थापना का भी मानकीकरण करता है।
कार्यशालाओं में विद्युत नेटवर्क के सीधे-सीधे स्थापना और विद्युत नेटवर्क बिछाने, भवनों (स्थापना क्षेत्र में) की स्थापना के काम को बिजली के उपकरणों के बड़े ब्लॉकों की स्थापना के लिए कम किया जाना चाहिए, उनके नोड्स को इकट्ठा करना और नेटवर्क बिछाने चाहिए।
इसके अनुसार, काम करने वाले चित्र उनके उद्देश्य के अनुसार पूरे किए जाते हैं: खरीद कार्यों के लिए, अर्थात्, इकाइयों और विधानसभाओं में या विधानसभा संगठनों के लिए और विधानसभा संगठनों के लिए और विद्युत स्थापना रिक्त स्थान (एमईपी) की कार्यशालाओं में, और स्थापना में विद्युत उपकरणों की स्थापना के लिए। क्षेत्र।
स्थापना स्थल पर छेद छिद्रण के अधिकतम बहिष्करण के लिए परियोजनाएं प्रदान करती हैं।
बिजली के विद्युत उपकरणों की स्थापना के लिए, बिजली आपूर्ति और वितरण बिजली नेटवर्क बिछाने और बसबारों, बिजली आपूर्ति बिंदुओं और अलमारियाँ, विद्युत रिसीवर और नियंत्रण गियर के लिए मार्गों के संकेत और समन्वय के साथ इमारतों और कार्यशालाओं की फर्श योजनाएं विकसित की जाती हैं। विद्युत प्रकाश व्यवस्था की स्थापना के लिए, इमारतों और कार्यशालाओं की फर्श योजनाओं को आपूर्ति और समूह प्रकाश नेटवर्क, लैंप, अंक और ढाल के संकेत और समन्वय के साथ किया जाता है।
बिजली और प्रकाश उपकरणों की बुनियादी और डिजाइन योजनाओं का विकास करना।
ग्राहक इंस्टॉलेशन संगठन भेजता है, निर्माता से उपकरण स्थापना और असेंबली ड्रॉइंग, आरेख और स्थापना निर्देशों के साथ भी आता है।
2. तारों और केबलों के साथ विभिन्न ठिकानों पर छिपी और खुली हुई प्रकाश तारों की स्थापना;
ओपन लाइटिंग इलेक्ट्रिकल वायरिंग की स्थापना।
फ्लैट तारों के खुले बिछाने के साथ अंकन में लैंप, स्विचेस और रिसेप्टेकल्स, वायरिंग लाइन, वायर फिक्सिंग पॉइंट्स - सेलिंग पॉइंट्स या माउंटिंग ब्रैकेट्स और वायर पासिंग पॉइंट्स को दीवारों और फर्शों के माध्यम से निर्धारित किया जाता है। मार्कअप समूह ढाल से शुरू किया जाता है और धीरे-धीरे अलग-अलग कमरों में चला जाता है।
अंकन हमेशा जुड़नार, स्विच और सॉकेट के लिए फिक्सिंग बिंदु से शुरू होता है, फिर तारों की रेखाओं को चिह्नित करें। एक कमरे के केंद्र में एक ल्यूमिनेयर स्थापित करते समय, कमरे के विपरीत कोनों से दो लेस फर्श पर क्रॉस किए जाते हैं। फर्श पर उनके चौराहे के बिंदु को चाक के साथ चिह्नित किया गया है, जो स्टेपलडर में बढ़ गया है, एक साहुल लाइन की मदद से, इलेक्ट्रीशियन इस बिंदु को छत तक ले जाता है। जब दो लैंप के कमरे में स्थापित किया जाता है, अगर उनके स्थान ड्राइंग पर, छत या फर्श पर चिह्नित नहीं होते हैं, तो वे कमरे की मध्य रेखा से बाहर निकल जाते हैं।
लैंप की स्थापना साइटों को चिह्नित करने के बाद, वे एक कॉर्ड की मदद से दीवार या छत पर भविष्य के बिजली के तारों की लाइन को टैप करते हैं और जंक्शन बक्से, सॉकेट आउटलेट और स्विच के स्थापना स्थानों की योजना बनाते हैं।
रिक्त में ड्रिलिंग और छिद्रण छेद होते हैं जो समूह शील्ड के तहत बढ़ते फास्टनरों (डॉवेल) के लिए अंकन के साथ जंक्शन बक्से के नीचे होते हैं। ईंट, कंक्रीट और प्रबलित कंक्रीट नींव में छेद, यदि उन्हें पहले से नहीं छोड़ा गया था, तो कठोर मिश्र धातुओं के प्लेटों के साथ ड्रिल और मुकुट का उपयोग करते हुए, आतिशबाज़ी, बिजली और वायवीय उपकरणों का उपयोग किया जाता है। अग्निरोधक दीवारों के माध्यम से तारों का मार्ग इन्सुलेट रबर या पॉलीविनाइल क्लोराइड में किया जाता है
ट्यूब, और दहनशील के माध्यम से - आवश्यकताओं के अनुसार स्टील पाइप वर्गों में। ट्यूब पर गलियारे के दोनों किनारों पर डाल दिया
इन्सुलेट (चीनी मिट्टी के बरतन, प्लास्टिक) झाड़ियों। ट्यूब के चारों ओर छेद सीमेंट या एलाबस्टर मोर्टार से भरे होते हैं, और आस्तीन को ट्यूब पर धकेल दिया जाता है ताकि इसकी रिम दीवार की सतह पर टिकी रहे। फ्लैट तारों को कुंडलित किया जाता है। बिछाने से पहले फ्लैट वायरिंग को सीधा किया जाता है। फ्लैट तारों को अलग-अलग वर्गों में रखा गया है; समूह ढाल - जंक्शन बॉक्स - रिसेप्टेक; जंक्शन बॉक्स - दीपक। प्रत्येक अनुभाग के तार का एक सिरा आमतौर पर शाखा बॉक्स में डाला जाता है। तारों को आमतौर पर समूह शील्ड के निकटतम जंक्शन बॉक्स से शुरू किया जाता है। तार के सिरों पर जुदाई आधार की लंबाई 75 मिमी काट लें। तीन-कोर तार भी दूसरे और तीसरे कोर के बीच जम्पर काटते हैं। तारों के सिरों को बॉक्स में पेश किया जाता है। बॉक्स से शुरू होकर, तार बिछाया जाता है, इसे पूरे सीधे खंड पर थोड़ा खींचकर।
एक खुले अस्तर के साथ एक अलग आधार के साथ फ्लैट तारों को बन्धन विशेष नाखूनों के साथ किया जाता है। मांडेल या किसी उपकरण का उपयोग करके नाखूनों को एक छोटे द्रव्यमान के साथ हथौड़ा मार दिया जाता है जो कि हथौड़ा मार के कारण तार को नुकसान से बचाता है। नम कमरे में, बिना गर्म किए हुए कमरे में, प्लास्टिक, इबोनाइट या रबर वाशर को नाखून के सिर के नीचे रखने की सिफारिश की जाती है।
एक अलग आधार के बिना फ्लैट तारों को डॉवेल या नाखूनों का उपयोग करके ब्रैकेट के साथ बांधा जाता है। फास्टनिंग्स के बीच की दूरी 400 मिमी से अधिक नहीं होनी चाहिए। 90 wires से दीवार के विमान में मार्ग को मोड़ते समय किनारे पर एक अलग आधार के साथ फ्लैट तारों को झुकाते समय, जुदाई आधार को मोड़ स्थल पर 40 - 60 मिमी की लंबाई में काट दिया जाता है।
फ्लैट तारों का कनेक्शन और शाखा जंक्शन बक्से में वेल्डिंग, crimping या सोल्डरिंग द्वारा किया जाता है। फ्लैट तारों के चौराहे से बचा जाता है।
इन्सुलेटर्स पर असुरक्षित तारों को बिछाने का उपयोग मुख्य रूप से औद्योगिक और गोदाम परिसर में दीवारों, छत पर और सूखे, नम, नम और बेहद नम परिसर में खेतों के निचले हिस्से पर किया जाता है। इन्सुलेटर पर एल्यूमीनियम कंडक्टर के साथ कम से कम 2.5 मिमी 2 और तांबे के साथ कम से कम 1.0 मिमी 2 के साथ तार बिछाते हैं। टैप-ऑफ पर किया जाता है
आइसोलेटरों। इन्सुलेटर पर तारों को बिछाने पर, परियोजना में निर्दिष्ट लाइन के साथ तारों के बन्धन के बिंदुओं के बीच सबसे कम स्वीकार्य दूरी बनाए रखी जाती है।
इंसुलेटर पर इलेक्ट्रिकल वायरिंग को चिह्नित करना वैसा ही है, जब फ्लैट तारों को वायरिंग किया जाता है। पिन इंसुलेटर को पिन, हुक, एंकर या सेमी-एंकर पर लंबवत रूप से लगाया जाता है।
ईंट और कंक्रीट की दीवारों के स्टेपल को शून्यिंग या डॉवेल की विधि द्वारा तय किया जाता है। संरचनाएं प्रबलित कंक्रीट रूपों और बीम से जुड़ी होती हैं, ट्रस और बीम के निर्माण के लिए प्रदान किए गए छेदों के माध्यम से, निश्चित भागों या बोल्टों के लिए वेल्डिंग द्वारा। संरचनाएं और झोंपड़ी धातु ट्रस और स्तंभों से शून्य से जुड़ी हुई हैं, साथ ही साथ संरचना और क्लैम्पिंग संरचनाओं द्वारा भी जुड़ी हुई हैं।
लकड़ी के ठिकानों पर इंसुलेटर कोष्ठक, संरचनाओं से जुड़ा होता है, या सीधे दीवार पर खराब होने वाले हुक पर। इन्सुलेटर के साथ हुक और संरचनाएं दीवारों की मुख्य सामग्री में तय की जाती हैं। हुक, एंकर और पिन पर बन्धन पिन इन्सुलेटर प्लास्टिक कैप का उपयोग करके किया जाता है।
दीवारों और फर्श के माध्यम से अछूता असुरक्षित तारों के मार्ग आवश्यकताओं के अनुसार किए जाते हैं। पाइप को सूखे कमरे में झाड़ियों के साथ, और नम में और बाहर - फ़नल के बाहर निकलने पर बंद कर दिया जाता है। राजमार्ग पर बिछाने और इन्सुलेटरों को बन्धन करने से पहले, तारों को निराधार और सीधा किया जाता है: छोटे वर्गों के लिए (4 मिमी 2 तक) - आमतौर पर हाथ में निचोड़ा हुआ चीर के माध्यम से खींचकर, बड़े वर्गों के लिए - खींचकर। तार को अंतिम समर्थन से बांधने के बाद, यह तनावपूर्ण होता है और शाखा के बिंदु चिह्नित होते हैं, तार फिर से तनावग्रस्त हो जाता है और उसके इन्सुलेटर पर तय हो जाता है।
नरम स्टील के तार से बंधे पिन इंसुलेटर तार पर।
छिपे हुए प्रकाश विद्युत तारों की स्थापना।
छिपी तारों का व्यापक रूप से नव निर्माण और पुनर्निर्माण में बहुमंजिला आवासीय और सार्वजनिक निर्माण की सार्वजनिक इमारतों में उपयोग किया जाता है। अपार्टमेंट और ईंट की इमारतों के अन्य परिसरों में वायरिंग फ्लैट तारों का निर्माण निम्नलिखित तरीकों से किया जाता है: ईंट और सिंडर-कंक्रीट के प्लास्टर वाली दीवारों में - सीधे प्लास्टर की परत के नीचे; बड़े कंक्रीट ब्लॉकों की दीवारों में - ब्लॉकों के बीच सीम में, और कुछ क्षेत्रों में - स्ट्रोब में; व्यक्तिगत स्लैब से जिप्सम कंक्रीट विभाजन में - फरोज़ में; पूर्वनिर्मित बहु-खोखले स्लैब में - स्लैब के खोखले में या फर्श की तैयारी में स्लैब के ऊपर रखी गैर-धातु पाइप में।
तकनीकी भूमिगत, तहखानों में आपूर्ति और समूह नेटवर्क बिछाना, ऐसी इमारतों में एटिक्स आमतौर पर नहरों में या खुले तौर पर पाइपों में किया जाता है।
इलेक्ट्रिकल वायरिंग के मार्गों का लेआउट, स्विच और सॉकेट्स के लिए जंक्शन बक्से और बक्से के लिए स्थापना स्थल, लैंप के लिए हुक, साथ ही तारों को मुख्य निर्माण कार्यों के पूरा होने के बाद, साफ फर्श के पलस्तर और बिछाने से पहले किया जाता है।
छिपे हुए फ्लैट वायरिंग को उसी क्रम में किया जाता है जैसे कि ओपन। तार को गीले प्लास्टर से ढकी हुई दीवारों की सतह पर या एक फर्रो में बिछाया जाता है और पहले इसे बक्सों में एक घोल के साथ तय किया जाता है, और फिर मार्ग की लंबाई के साथ - कई स्थानों पर, ताकि यह शिथिल न हो और शिथिल आधार की सतह का पालन करे।
जब मार्ग की पूरी लंबाई के साथ लकड़ी के ठिकानों पर छिपी तारों को शीट एस्बेस्टस या तुला की परत के प्रारंभिक बिछाने का उत्पादन होता है। 3 मिमी से कम मोटाई वाली शीट एस्बेस्टस को स्ट्रिप्स में नहीं काटा जाता है। पट्टी की चौड़ाई कम से कम 10 मिमी के लिए प्रत्येक तरफ तारों के किनारे से परे एस्बेस्टोस फलाव प्रदान करती है।
केबल पर प्रकाश तारों की स्थापना।
केबल तार जिसे वायरिंग कहा जाता है, जिसमें तारों या केबल को एक तनावग्रस्त वाहक केबल पर लगाया जाता है। इस तरह के तारों का मुख्य लाभ जुड़नार के बीच बड़े स्पैन का उपयोग करके संरचनाओं के निर्माण, सादगी और स्थापना के उच्च औद्योगिकीकरण की संभावना है। केबल वायरिंग की स्थापना में सबसे सरल और सुविधाजनक, केबल तारों से बना AVT, AVTU, AVTV, AVTVU, जिसमें सहायक केबल तार में एम्बेडेड है। अन्य प्रकार के तारों और केबलों के लिए, 3 से 6.5 मिमी के व्यास के साथ जस्ती डोरियों का उपयोग केबल के रूप में किया जाता है, साथ ही साधारण जस्ती स्टील के तार या 5-8 मिमी के व्यास के साथ एक हॉट रोल्ड या पॉलीविनाइल क्लोराइड कोटिंग हॉट-रोल्ड तार (रॉड) होता है। केबल वायरिंग आमतौर पर परिसर के साथ स्थित होती है - क्रमशः, लैंप या पावर रिसीवर के प्लेसमेंट की रेखा के साथ। केबल को तनाव दिया जाता है और दीवारों के सिरों पर बांध दिया जाता है और निर्माण स्पैन की लंबाई के साथ-साथ लैंप और उनके द्रव्यमान की आवृत्ति के आधार पर निलंबित कर दिया जाता है और 6 - 12 मीटर से ट्रस और बीम के माध्यम से निलंबित या सख्ती से जुड़ा होता है। केबल के मध्यवर्ती बढ़ते को 1.5 - 2 मिमी के व्यास के साथ जस्ती स्टील के तार के तारों पर किया जाता है।
केबल वायरिंग में मुख्य रूप से कारखानों में बनी वस्तुओं का उपयोग किया जाता है। केबल के अंत में एक लूप बनाते हैं और केबल क्लैंप और टेंशनिंग क्लच स्थापित करते हैं, जिससे आप केबल के तनाव को समायोजित कर सकते हैं। विद्युत तारों के लिए केबल तार विशेष जंक्शन बक्से का उत्पादन करते हैं, जो केबल तारों और जुड़नार के निलंबन के लिए भी उपयोग किया जाता है। असुरक्षित अछूता तारों को प्लास्टिक क्लिप के साथ हैंगर का उपयोग करके केबल को तेज किया जाता है। केबल की लंबाई के साथ 1.5 मीटर की दूरी पर स्थित सस्पेंशन।
शुष्क और गीले क्षेत्रों के लिए, असुरक्षित केबल (अधिमानतः इन्सुलेशन या प्लास्टिक म्यान के साथ) को सीधे केबल के बन्धन का उपयोग करने की अनुमति है। संरक्षित तार और केबल स्ट्रिप्स का उपयोग करके केबल से जुड़े होते हैं - स्टील या प्लास्टिक से बने बकसुआ, साथ ही साथ प्लास्टिक क्लिट और धातु हैंगर के उपयोग के साथ। सहायक तारों (तार की छड़) की ग्राउंडिंग (शून्यिंग) लाइनों को (कम से कम दो अंक) के छोर पर केबल को तटस्थ तार या ग्राउंडिंग कंडक्टर से जोड़कर किया जाता है।
प्रकाश नेटवर्क नियंत्रण पैनलों की स्थापना और कनेक्शन।
बोर्ड और नियंत्रण पैनल डिजाइन समाधान और एसएनआईपी 111 - 34 - 74 आवश्यकताओं के अनुसार स्थापित किए जाते हैं। औद्योगिक स्थापना की आधुनिक परिस्थितियों में, स्थापना के लिए तैयार फॉर्म में निर्माणाधीन वस्तु को बोर्ड और कंसोल वितरित किए जाते हैं: उपकरण उन पर लगाए जाते हैं, विद्युत और पाइप आंतरिक वायरिंग (स्विचिंग) किए जाते हैं। ), बाहरी सर्किट को शामिल करने के लिए तैयार किया गया है, साथ ही ढाल और पैनलों को आपूर्ति की गई विशेष रूप से संवेदनशील उपकरणों और केबलों और पाइपों की स्थापना और बढ़ते के लिए डिजाइन। शील्ड और कंसोल के साथ मिलकर विधानसभा और ढाल और कंसोल की स्थापना के लिए फास्टनरों की आपूर्ति करते हैं।
इलेक्ट्रिकल वायरिंग को आमतौर पर नीचे से ढाल और कंसोल में पेश किया जाता है। अपवाद के रूप में, आप उन्हें साइड या टॉप से दर्ज कर सकते हैं। कॉपर ट्यूबिंग लीड को ऊपर से ढाल में पेश किया जाता है। वायवीय केबल और प्लास्टिक पाइप मुख्य रूप से ऊपर से ढाल में पेश किए जाते हैं। लेकिन कुछ तकनीकी रूप से ध्वनि के मामलों में, इसे नीचे से - केबल चैनलों से दर्ज करने की अनुमति है।
बोर्डों में इनपुट बनाने की विधि के अनुसार खुले और संकुचित में विभाजित हैं। सामान्य वातावरण में खुली प्रविष्टियों का उपयोग किया जाता है। उन्हें सुरक्षात्मक आस्तीन, सुरक्षात्मक ट्यूबों में और बल्कहेड जोड़ों के माध्यम से बनाया जा सकता है।
विस्फोटक और आग से खतरनाक, धूल, नम, विशेष रूप से गीले और रासायनिक रूप से सक्रिय वातावरण के परिसर से ढाल के कमरों में पाइप और बिजली के तारों के संपीड़ित ले आउट। सील की गई झाड़ियों के लिए, सुरक्षात्मक आस्तीन का उपयोग किया जाता है, जो कंक्रीट फर्श में स्थापित होते हैं, और धातु के फर्श पर वेल्डेड होते हैं। आस्तीन सील ग्रंथियों।
ढाल और कंसोल में डाले गए पाइप, केबल और तार उनकी प्रविष्टि के बिंदु के पास या कनेक्टिंग डिवाइस पर तय किए जाते हैं।
3. बिजली की तारों की स्थापना:
स्थापना के लिए इलेक्ट्रिक मोटर्स की तैयारी (इन्सुलेशन परीक्षण, निष्क्रिय पर काम करना और जांचना);
विद्युत मशीनों और सामान्य प्रयोजन के बहु-मशीन समुच्चय की स्थापना शुरू होने से पहले, विद्युत मशीनों के स्थापना क्षेत्र में लिफ्ट-परिवहन वाहनों की उपलब्धता और संचालन की जांच की जानी चाहिए (लिफ्ट-वाहनों की तत्परता की पुष्टि संचालन के लिए परीक्षण और स्वीकृति के कार्यों द्वारा की जानी चाहिए); हेराफेरी का चयन किया गया और परीक्षण किया गया (विजेता, लहरा, ब्लॉक, जैक); तंत्र, उपकरणों और साथ ही बढ़ते वेज और पैड, वेज जैक और स्क्रू डिवाइस (इंस्टॉलेशन-फ्री इंस्टॉलेशन विधि के साथ) का एक सेट चुना गया था।
निर्माताओं के निर्देशों के अनुसार विद्युत मशीनों की स्थापना की जानी चाहिए। निर्माता से इकट्ठे रूप में पहुंचने वाली विद्युत मशीनों को स्थापना से पहले स्थापना स्थल पर डिसाइड नहीं किया जाना चाहिए।
इन्सुलेशन प्रतिरोध का मापन।
डीसी मोटर्स में आर्मेचर और उत्तेजना कॉइल्स (डंडे) के बीच इन्सुलेशन प्रतिरोध को मापते हैं, आवास के संबंध में आर्मेचर, ब्रश और उत्तेजना कॉइल के इन्सुलेशन प्रतिरोध की जांच करते हैं। नेटवर्क से जुड़े मोटर के इन्सुलेशन प्रतिरोध को मापते समय, नेटवर्क से मोटर से जुड़े सभी तारों और रिओस्टेट को डिस्कनेक्ट करना आवश्यक है। मापने के दौरान, एक इंसुलेटिंग गैस्केट जो माइक्रोनाइट, इलेक्ट्रोकार्डबोर्ड, फाइबर, रबर ट्यूब से ब्रश और कलेक्टर के बीच रखा जाता है।
एक गिलहरी-पिंजरे रोटर के साथ तीन-चरण इलेक्ट्रिक मोटर्स में, केवल स्टेटर वाइंडिंग्स के इन्सुलेशन प्रतिरोध को जमीन (आवास) के संबंध में और एक दूसरे को घुमावदार के निकाले गए छह सिरों का उपयोग करके मापा जाता है।
एक चरण रोटर के साथ इलेक्ट्रिक मोटर्स में, जमीन के सापेक्ष स्टेटर वाइंडिंग्स के इन्सुलेशन प्रतिरोध का निर्धारण करने के अलावा, रोटर और स्टेटर के बीच इन्सुलेशन प्रतिरोध को मापते हैं, साथ ही आवास के सापेक्ष ब्रश के इन्सुलेशन प्रतिरोध (रिंग्स और ब्रश के बीच इन्सुलेट गास्केट्स को रखा जाना चाहिए)।
यदि इन्सुलेशन प्रतिरोध की आवश्यकता से कम है, तो इलेक्ट्रिक मोटर का सावधानीपूर्वक निरीक्षण किया जाता है और पता लगाया जाता है कि कम प्रतिरोध का कारण क्या है। जब कम इन्सुलेशन प्रतिरोध उन जगहों पर इन्सुलेशन के मामूली नुकसान के कारण होता है जहां आसानी से मरम्मत की जा सकती है, तो मरम्मत साइट पर निरीक्षण पर की जाती है। इन्सुलेशन, विशेष रूप से वाइंडिंग को गंभीर नुकसान के मामले में, इलेक्ट्रिक मोटर को मरम्मत के लिए कारखाने में भेजा जाता है।
नियंत्रण स्टेशन की स्थापना (स्विचबोर्ड, नियंत्रण पैनल, चुंबकीय शुरुआत)।
नियंत्रण गियर को दृढ़ता से स्थिर और लंबवत स्थापित किया जाना चाहिए।
नाइफ स्विच, स्विच, फ़्यूज़ और स्विच को ब्लॉक करता है - फ़्यूज़ को स्विचबोर्ड और पावर पॉइंट (अलमारियाँ) पर लगाया जाता है। इन उपकरणों की स्थापना स्तर और साहुल द्वारा की जाती है। नट और शिकंजा विफलता के लिए कड़ा है, लेकिन 150 एन से अधिक और बिना झटके के प्रयास के साथ। सभी फास्टनिंग्स को कसने के बाद, स्टैंड जांच 0.05 मिमी के साथ संपर्क चाकू के संपर्क घनत्व की जांच की जाती है। यदि जांच संपर्क सतह के 1/3 से अधिक गुजरती है, तो तिरछा के कारणों को खत्म करना आवश्यक है। स्विच ऑन करते समय, एपेराट्यूज़ के संपर्क ब्लेड पूरी लाइन के साथ दोनों तरफ के संपर्क रैक को छूते हैं। उसी समय, चाकू से प्रवेश करने पर रैक के संपर्क जबड़े का "स्प्रिंगिंग आउट" स्पष्ट रूप से आंख को दिखाई देना चाहिए। सभी रगड़ वाले हिस्सों को तकनीकी पेट्रोलियम जेली या विशेष स्नेहक की एक पतली परत के साथ कवर किया गया है।
चुंबकीय एक्ट्यूएटर बिजली वितरण विधानसभाओं पर, स्विचबोर्ड पर या दीवारों और स्तंभों से जुड़ी संरचनाओं पर अलग से स्थापित किए जाते हैं। चुंबकीय एक्ट्यूएटर लंबवत प्लंब स्थापित होते हैं। इस मामले में, ऊर्ध्वाधर विचलन को 5є से अधिक की अनुमति नहीं है। स्टार्टर के संपर्कों की सतह को लोड के तहत परीक्षण करने के बाद निरीक्षण किया जाता है और उस पर सैगिंग की उपस्थिति की स्थिति में एक फ़ाइल के साथ इलाज किया जाता है। स्टार्टर संपर्कों को लुब्रिकेट करने की अनुमति नहीं है।
समाधान के आयाम, मुख्य संपर्कों और सहायक संपर्कों की विफलता और दबाव निर्माताओं के निर्देशों के अनुसार जांच और समायोजित किए जाते हैं। यदि, जब चुंबकीय स्टार्टर चालू होता है, तो इसकी चुंबकीय प्रणाली का एक मजबूत कूबड़ सुनाई देता है, निम्नलिखित संभावित खराबी को समाप्त करें: कोर को पकड़े हुए शिकंजा के अपर्याप्त कस; फंसे हुए लूप क्षति, अत्यधिक संपर्क दबाव; संपर्क सतहों के संदूषण या उन पर स्नेहक की उपस्थिति के कारण कोर को आर्मेचर के ढीले फिट।
शुरुआत को उलटने के लिए, कमीशन करने से पहले, वे आगे और रिवर्स पावर संपर्कों के साथ-साथ सक्रियण की संभावना को रोकते हुए, इंटरलॉक के संचालन की सावधानीपूर्वक जांच करते हैं।
नियंत्रण गियर की स्थापना।
नियंत्रण स्टेशनों की स्थापना के बाद और सभी फास्टनरों की जांच करने से बाहरी सर्किट तारों का कनेक्शन हो जाता है। संपर्कों के चुंबकीय प्रणालियों के अप्रकाशित और अप्रकाशित सिरों से ग्रीस हटाएं और वर्तमान रिले को बारी-बारी से करें और तरल स्नेहक की एक पतली परत को अप्रकाशित सिरों पर लागू करें। स्थापना के बाद, स्विचिंग की तैयारी में, इंस्टालर चेक करते हैं: नियंत्रण स्टेशनों के इन्सुलेशन प्रतिरोध, रिले सेटिंग्स, थर्मल रिले के नाममात्र फ़्यूज़ के साथ फ़्यूज़-लिंक फ़्यूज़ का अनुपालन, समायोज्य प्रतिरोधों का आवश्यक मान सेट करें, सामान्य नियंत्रण योजना के अनुसार उपकरणों के सही संचालन अनुक्रम की जांच करें: 1) डिस्कनेक्टेड मुख्य सर्किट; 2) जब मुख्य चालू सर्किट निष्क्रिय होता है (तंत्र के साथ ड्राइव को युग्मित किए बिना); 3) तंत्र के साथ लोड के तहत।
तारों और केबलों का चयन।
केबल - एक या कई अछूता वाले कंडक्टर एक साथ मुड़ते हैं, 16 मिमी 2 से अधिक के क्रॉस सेक्शन के साथ एक आम हेर्मेटिक म्यान (रबर, प्लास्टिक, एल्यूमीनियम, लीड) में संलग्न है। वर्तमान में, विद्युत तारों के लिए एल्यूमीनियम कंडक्टर के साथ तारों और केबलों का उपयोग किया जाता है।
तार और केबल एकल कोर से बने होते हैं और फंसे होते हैं, जिसमें एक म्यान में एक या एक से अधिक प्रवाहकीय तार होते हैं, एक दूसरे से अलग होते हैं। नसें एकल-तार और बहु-तार हो सकती हैं।
बिछाने के तार, पाइप, बक्से, धातु के होज़ और बिजली के मोटरों के कनेक्शन में केबल।
बिछाने के तार, पाइप में केबल।
पाइपों में खुले और छिपे हुए विद्युत तारों को दुर्लभ सामग्री और श्रम-गहन स्थापना की लागत की आवश्यकता होती है। इसलिए, वे मुख्य रूप से उपयोग किए जाते हैं जब तारों को यांत्रिक क्षति से बचाने के लिए या आक्रामक मीडिया के संपर्क में आने से तारों के कोर के विनाश से बचाने के लिए आवश्यक होता है।
विनाइल प्लास्टिक पाइपों का उपयोग परिसर में और बाहर गैर-दहनशील और गैर-दहनशील ठिकानों पर खुले और छिपे हुए बिछाने के लिए किया जाता है, साथ ही साथ एस्बेस्टस पर दहनशील ठिकानों पर छिपे हुए बिछाने के लिए कम से कम 3 मिमी मोटी या प्लास्टर से कम 5 मिमी मोटी से रेखांकित नहीं, पाइप के प्रत्येक तरफ से कम से कम। 5 मिमी से कम से कम 10 मिमी की परत के साथ पाइप को पलस्तर करके। पॉलीइथिलीन और पॉलीप्रोपाइलीन पाइप का उपयोग केवल अग्निरोधक ठिकानों पर छिपे हुए बिछाने के लिए, फर्श ड्रेसिंग और उपकरणों के लिए नींव में किया जाता है। खतरनाक क्षेत्रों में विनाइल, पॉलीइथिलीन और पॉलीप्रोपाइलीन पाइप का उपयोग नहीं किया जाता है। पाइप का व्यास उन में रखी तारों की संख्या और व्यास के आधार पर चुना जाता है, साथ ही साथ पाइप की संख्या ड्रॉबार या टैप-ऑफ बॉक्स के बीच के मार्ग पर झुकती है।
बक्से में तारों और केबल बिछाने।
केवल निम्नलिखित मामलों में धातु ट्रे का उपयोग: जब बहु-स्तरित केबल या उन्हें गुच्छों में बिछाने, जब 16 मिमी 2 तक के क्रॉस सेक्शन के साथ पावर केबल बिछाते हैं, तो 120 मिमी 2 और नियंत्रण केबल के क्रॉस सेक्शन वाले तारों; यदि आवश्यक हो, औद्योगिक सौंदर्यशास्त्र की शर्तों का पालन करें। बक्से की स्थापना की विधि उन्हें नमी के संचय की अनुमति नहीं देनी चाहिए। खुले विद्युत तारों के लिए उपयोग किए जाने वाले बक्से में एक नियम के रूप में, हटाने योग्य या उद्घाटन कवर होना चाहिए। छुपा गैसकेट के लिए, अंधा बक्से का उपयोग किया जाना चाहिए। बक्से और ट्रे पर रखी तारों और केबलों को ट्रे और बक्से के अंत में और साथ ही उन स्थानों पर भी चिह्नित किया जाना चाहिए जहां वे बिजली के उपकरण, और केबल से जुड़े हैं, इसके अलावा, मार्ग के किनारों पर और शाखाओं पर। धातु के कोष्ठक या पट्टियों के साथ धातु म्यान के साथ असुरक्षित तारों और केबलों के बन्धन को लोचदार इन्सुलेट सामग्री के गैस्केट के साथ बनाया जाना चाहिए।
बक्से में, तारों और केबलों को एक क्रमबद्ध और मनमानी आपसी व्यवस्था के साथ बहुस्तरीय रखी जाने की अनुमति है। इन्सुलेशन और बाहरी म्यान सहित उनके बाहरी व्यास द्वारा गणना की गई तारों और केबलों के क्रॉस-सेक्शन का योग, अधिक नहीं होना चाहिए: अंधे नलिकाओं के लिए - प्रकाश में डक्ट अनुभाग का 35%, खुले ढक्कन के साथ नलिकाओं के लिए - 40%।
स्तंभों की पंक्तियों के साथ रखी गई ट्रे और बक्से, दीवारों के साथ, छत के नीचे, अंतराफलक स्थान में, साथ ही संरचनाओं पर, सीधे उपकरणों पर दृढ़ हो गए। ट्रे और बक्से के तत्व बोल्ट। ट्रे की क्षैतिज व्यवस्था के साथ सहायक संरचनाओं के बीच की दूरी 2 मी से अधिक नहीं है। बॉक्स 3 मीटर से अधिक नहीं की दूरी पर निर्माण अड्डों के लिए तय किया गया है। ट्रे और बक्से की ऊंचाई मानकीकृत नहीं है। केबल और तारों के बंडलों को क्षैतिज में 4.5 मीटर से अधिक नहीं और ऊर्ध्वाधर सीधे वर्गों में 1 मीटर से अधिक नहीं की दूरी पर पट्टियों के साथ बांधा जाता है। एक ऊर्ध्वाधर विमान पर ट्रे के फ्लैट स्थापित करते समय, साथ ही ट्रे और तारों के अवरोही और आरोही पर, 1 मीटर से अधिक नहीं की दूरी पर तय किया जाता है।
उन स्थानों पर जहां सड़क और शाखाएं मुड़ती हैं, सभी मामलों में, तारों या केबलों को मोड़ या शाखा से 0.5 मीटर से अधिक की दूरी पर तय किया जाता है। कवर के साथ बक्से की एक क्षैतिज व्यवस्था के साथ ऊपर की ओर, बॉक्स के लिए तारों और केबलों के बन्धन की आवश्यकता नहीं होती है।
धातु के होज़े में तार और केबल बिछाना।
लचीली धातु आस्तीन। प्लास्टिक की पाइपों को स्टील की टेप (जस्ती या स्टेनलेस) से बनी हुई लचीली धातु की आस्तीन में कपास की सील के साथ रखा जाता है। ब्रैकेट के साथ आस्तीन संलग्न करें, जिसके बीच की दूरी 0.6 मीटर से अधिक नहीं होनी चाहिए, साथ ही सीधे कोष्ठक के बिना ठिकानों पर भी। धातु आस्तीन का सबसे छोटा झुकने त्रिज्या कम से कम 9 - 10 नली व्यास के बराबर होना चाहिए। टेप के तेज किनारों के साथ पाइप को नुकसान से बचने के लिए, प्लास्टिक के बुशिंग या रबर शीट को धातु के आस्तीन के छोर में डाला जाता है। लचीली धातु की आस्तीन कपलिंग के साथ बक्से या ब्रोचिंग बॉक्स की दीवारों से जुड़ी होती है।
प्लास्टिक पाइप वायरिंग बिछाने की स्थितियों के आधार पर, दीवारों और छत के माध्यम से उनके मार्ग को खुले और कॉम्पैक्ट में विभाजित किया गया है।
विभिन्न समर्थन संरचनाओं पर इलेक्ट्रिक मोटर्स की स्थापना। फर्श और दीवारों पर, फर्श से जुड़ी विशेष संरचनाओं पर, इलेक्ट्रिक मोटर्स को सीधे फर्श पर स्थापित किया जाता है। कम संरचनाओं पर स्थापना के लिए छोटे इलेक्ट्रिक मोटर्स को उठाने का काम मैन्युअल रूप से किया जाता है। भारी इलेक्ट्रिक मोटर्स को ऊपर उठाना, क्रेन, लहरा, या चेन लहरा द्वारा किया जाता है। एक इलेक्ट्रिक मोटर, एक संरचना या नींव पर इंटरलोपर ओवरलैप के फर्श पर घुड़सवार, इसे एक मशीन या तंत्र के साथ जोड़कर सत्यापित किया जाता है जो इसके द्वारा संचालित होता है। कनेक्शन सीधे चंगुल से या एक या दूसरे गियर (दांतेदार, बेल्ट, वी-बेल्ट) के माध्यम से किया जाता है। वर्तमान में इस्तेमाल किए गए बेल्ट वेज-आकार (तथाकथित वी-बेल्ट ट्रांसमिशन)।
सभी कनेक्शन विधियों के लिए, दो परस्पर लंब दिशाओं में क्षैतिज स्तर का उपयोग करके इंजन की स्थिति की जांच करना आवश्यक है। इसके लिए, यह उपयोग करने के लिए सबसे सुविधाजनक है<< валовым >\u003e स्तर, अर्थात्, एक वह जो आधार में एक पायदान के रूप में एक पायदान है; इसे सीधे मोटर शाफ्ट पर लागू करें।
जब एक ठोस फर्श या नींव पर सीधे स्थापित इलेक्ट्रिक मोटर्स को कैलिब्रेट किया जाता है, तो वे क्षैतिज विमान में अपनी स्थिति को समायोजित करने के लिए क्षैतिज विमान के नीचे धातु पैड (wedges) रखते हैं।
पुली, कपलिंग, इंजन और काम करने की मशीन के शाफ्ट संरेखण की स्थापना।
बेल्ट और वी-बेल्ट प्रसारण में, रोटेशन में इसके द्वारा संचालित तंत्र के साथ एक इलेक्ट्रिक मोटर के सही संचालन के लिए एक आवश्यक शर्त है कि यह विद्युत मोटर शाफ्ट के समानांतरवाद का निरीक्षण करे और यह तंत्र घूमता है, साथ ही साथ फुफ्फुस की चौड़ाई के बीच केंद्र लाइनों के संयोग भी।
पुली की समान चौड़ाई और 1.5 मीटर तक शाफ्ट के केंद्रों के बीच की दूरी के साथ, संरेखण एक स्टील गेज का उपयोग करके किया जाता है। शासक को पुली के सिरों पर लगाया जाता है और इलेक्ट्रिक मोटर को समायोजित किया जाता है ताकि शासक चार बिंदुओं पर दो पुली को छू सके। जब शाफ्ट के केंद्रों के बीच की दूरी 1.5 मीटर से अधिक होती है और आवश्यक लंबाई के संरेखण शासक की अनुपस्थिति में, इलेक्ट्रिक मोटर के संरेखण को एक स्ट्रिंग की मदद से बाहर निकाला जाता है और अस्थायी रूप से पल्स पर स्थापित ब्रैकेट होता है। ब्रैकेट से स्ट्रिंग तक समान दूरी पाने के लिए फिट। संरेखण भी एक पतली फीता के साथ किया जा सकता है, एक चरखी से दूसरे में तनावपूर्ण। जब इलेक्ट्रिक मोटर के शाफ्ट पर बेल्ट और वी-बेल्ट ट्रांसमिशन को अक्सर एक चरखी चिपकानी पड़ती है, साथ ही साथ आवेग वाली चरखी को हटा दिया जाता है। विशेष कोष्ठक के साथ उत्पादित चरखी को निकालना। सबसे सुविधाजनक सार्वभौमिक खींचने वाले हैं। एक चरखी, एक आधा युग्मन, एक गियर पहिया एक विशेष स्क्रू डिवाइस की मदद से शाफ्ट पर लगाया जाता है। इस उपकरण के उपयोग से सभी क्षैतिज बलों को शाफ्ट में स्थानांतरित किया जा सकता है, और बीयरिंगों को नहीं। फुफ्फुस के लगाव के लिए, युग्मन आधा, बड़ी मशीनों के लिए गियर पेंच जैक का उपयोग करते हैं। चरखी की नोक से पहले। शाफ्ट से इलेक्ट्रिक मोटर के शाफ्ट पर आधा कपलिंग या गियर मिट्टी के तेल की गंदगी और जंग से धोया जाता है। जंग के दाग जो मिट्टी के तेल से नहीं धोते हैं। शाफ्ट को साफ करने के बाद, नाली में एक कुंजी डाली जाती है, शाफ्ट के अंत में हल्के ढंग से खनिज तेल लगाया जाता है और उसके बाद ही नोजल का उत्पादन किया जाता है।
काम करने के लिए ड्राइव चालू करने से पहले कमीशन का काम।
1. घुड़सवार सर्किट के अनुपालन का सत्यापन, तकनीकी प्रक्रिया द्वारा आवश्यक इलेक्ट्रिक ड्राइव का कनेक्शन।
2. मोटर के स्टेटर वाइंडिंग के इन्सुलेशन प्रतिरोध की जांच करें।
3. स्विचिंग उपकरण (चाकू स्विच, रिले, मैग्नेटो स्टार्टर्स) के इन्सुलेशन प्रतिरोध का परीक्षण करना।
4. ग्राउंडिंग की उपस्थिति और ग्राउंड लूप का प्रतिरोध।
5. सुरक्षा उपकरणों की उपस्थिति और ड्राइव की स्थापना के मापदंडों के साथ उनकी सुरक्षा का अनुपालन। शॉर्ट सर्किट (लूप चरण शून्य) के दौरान सुरक्षा उपकरणों के संचालन की जांच करें।
6. इलेक्ट्रिक मोटर और काम करने वाली मशीन के शाफ्ट के संरेखण की जांच करें।
काम की जाँच से पहले:
परियोजना प्रलेखन।
इलेक्ट्रिक ड्राइव की तकनीकी डाटा शीट।
इलेक्ट्रिकल और तकनीकी स्थापना योजनाएं।
4. उपकरण प्रदर्शन की स्थापना और परीक्षण के बारे में स्थापना संगठन से कार्य करता है।
ग्राउंडिंग उपकरणों की स्थापना।
कृत्रिम ग्राउंडिंग का निर्माण केवल तभी किया जाता है जब प्राकृतिक ग्राउंडिंग (इमारतों और संरचनाओं, आदि के प्रबलित कंक्रीट नींव) नियमों में आवश्यक ग्राउंडिंग डिवाइस का प्रतिरोध प्रदान नहीं करते हैं। गहराई से ग्राउंडिंग, ओईपी में पूर्व-कटाई। निर्माण कार्यों के निर्माण में निर्माण और सुविधाओं की नींव के तहत गड्ढों के तल पर लेटें। गोल स्टील (व्यास में 16 मिमी) के ऊर्ध्वाधर अर्थिंग को जमीन में खराब कर दिया जाता है या दबाया जाता है। इन उद्देश्यों के लिए, विभिन्न प्रकार के मोबाइल तंत्रों (खोपरा, Avtoamobury, वाइब्रेटर, हाइड्रोलिक प्रेस, ड्रिल-क्रेन मशीन) और मैनुअल उपकरणों का उपयोग। सबसे प्रभावी इंडेंटेशन विधि।
ऊर्ध्वाधर अर्थिंग की शीर्ष की गहराई जमीन के नियोजन स्तर के स्तर से 0.6 - 0.7 मीटर के बराबर होनी चाहिए और अर्थिंग को खाई के नीचे से 0.1 से 0.2 मीटर की दूरी पर उनके लिए क्षैतिज छड़ों को जोड़ने वाली गोल की आसान वेल्डिंग के लिए 0.2 मीटर के बराबर होना चाहिए (परिपत्र क्रॉस सेक्शन का स्टील) पट्टी की तुलना में जंग के लिए अधिक प्रतिरोधी)। ऊर्ध्वाधर अर्थिंग के बीच क्षैतिज अर्थिंग और कनेक्टिंग रॉड्स को ग्राउंड लेवल मार्क के स्तर से 0.6 - 0.7 मीटर की गहराई के साथ खाइयों में रखा गया है।
निरीक्षण के लिए इनडोर और आउटडोर प्रतिष्ठानों में ग्राउंड और तटस्थ सुरक्षात्मक कंडक्टर सुलभ होना चाहिए। यह आवश्यकता शून्य कंडक्टर और केबल के धातु के शीट्स, छिपे हुए विद्युत तारों के पाइप, धातु संरचनाओं और जमीन और नींव में स्थित पाइपों के साथ-साथ पाइप और नलिकाओं में रखी गई ग्राउंडिंग और तटस्थ सुरक्षात्मक कंडक्टर और गैर-बदली विद्युत तारों पर लागू नहीं होती है। ग्राउंडिंग कंडक्टर क्षैतिज और लंबवत या इमारतों की झुकाव वाली संरचनाओं के समानांतर रखे जाते हैं। शुष्क कमरों में, कंक्रीट और ईंट के आधारों पर ग्राउंडिंग कंडक्टर सीधे डोज़ के साथ बन्धन स्ट्रिप्स के साथ आधारों पर रखे जा सकते हैं, और नम में, विशेष रूप से नम कमरे और कास्टिक वाष्प वाले कमरों में, कंडक्टर को पैड या समर्थन (धारकों) से कम से कम 10 मिमी की दूरी पर रखा जाता है। आधार। कंडक्टर दूरी पर तय किए जाते हैं: सीधे वर्गों पर फास्टनिंग्स के बीच 600 - 100 मिमी, कोनों के शीर्ष से 100 मिमी, शाखा बिंदुओं से 100 मिमी, कमरे के फर्श के स्तर से 400 - 600 मिमी और हटाने योग्य चैनल की निचली सतह से कम से कम 50 मिमी ओवरलैप होते हैं। ग्राउंडिंग कंडक्टरों का कनेक्शन और इमारतों की धातु संरचनाओं के लिए उनका कनेक्शन वेल्डिंग द्वारा किया जाता है, माप के उद्देश्य से वियोज्य स्थानों के अपवाद के साथ।
ग्राउंडिंग कंडक्टर आमतौर पर मशीन और एपराट्यूज़ के बाड़ों से जुड़े होते हैं, एक नियम के रूप में, ग्राउंडिंग बोल्ट के नीचे जो उनके बाड़ों पर उपलब्ध है।
5. बिजली और नियंत्रण केबल की स्थापना।
विद्युत केबलों को जोड़ने और समाप्त करने के लिए, साथ ही उन्हें विद्युत उपकरण से जोड़ने के लिए, केबल ग्रंथियों और विशेष समाप्ति का उपयोग किया जाता है। केबल की उचित कटिंग, सफाई और सटीकता जब कटाई, कनेक्ट करना या उन्हें काफी हद तक समाप्त करना केबल लाइनों के परेशानी-मुक्त संचालन को सुनिश्चित करता है। कटिंग चरणों में किया जाता है, अर्थात्। एक निश्चित केबल लंबाई पर, एक के बाद एक, एक के बाद एक, केबल निर्माण परत को हटा दें जब तक प्रवाहकीय तारों का पर्दाफाश नहीं होता है। केबल एंड कटिंग की लंबाई युग्मन या सील, केबल वोल्टेज और इसके कोर के क्रॉस सेक्शन के डिजाइन से निर्धारित होती है। कपलिंग और समाप्ति बढ़ते से पहले, केबल के पेपर इन्सुलेशन की नमी की जांच करें। 150 डिग्री सेल्सियस तक गर्म पैराफिन में पेपर टेप डुबोकर परीक्षण किया जाता है। विशेषता दरार और फोम की रिहाई नमी इन्सुलेशन के संकेत हैं। अंत से एक टुकड़ा काटने के लिए, एक कॉइल में मुड़ा हुआ या ड्रम पर घाव होने पर, दो तार की पट्टियाँ लगाई जाती हैं। उसी समय, एक पट्टी की ताकत के लिए, यह आमतौर पर एक राल टेप पर घाव होता है, पहले कई परतों में केबल पर कसकर घाव होता है।
स्थापना और कमीशन का संगठन। नेटवर्क शेड्यूल के मापदंडों की गणना, विद्युत कार्य का रैखिक शेड्यूल। श्रम लागत और वेतन की गणना। मरम्मत और रखरखाव के लिए लागत अनुमानों की गणना। वार्षिक बिजली जरूरतों की गणना।
मार्गों की तैयारी विद्युत तारों। विद्युत तारों के प्रकार का अवलोकन। काटने के तार और केबल। तारों का कनेक्शन और समाप्ति। एक आवास घर के विद्युत तारों की स्थापना का संगठन। विभिन्न प्रकार के विद्युत तारों की स्थापना। श्रम सुरक्षा और सुरक्षा।
संपर्क कनेक्शन और उनके अनुप्रयोग बनाने के तरीके। संपर्क तत्वों की स्थापना के लिए तैयारी। समेटना, वेल्डिंग और सोल्डरिंग द्वारा तारों का कनेक्शन और समाप्ति। मशीन वायरिंग: कनेक्शन और ब्रांचिंग, इंस्टॉलेशन सुविधाओं के नोड्स।
घरेलू इलेक्ट्रिकल इंजीनियरिंग के विकास के लिए वैज्ञानिकों और अन्वेषकों के योगदान का विश्लेषण। रूसी संघ की शक्ति प्रणाली के विकास के बुनियादी सिद्धांतों की विशेषताएं। अपार्टमेंट समूह वितरण पैनल योजना। तारों के बिछाने और संबंधित कार्यों की विशेषताएं।
कोयला शेल जलोढ़, अयस्क और गैर-धातु जमा के विकास में ऊर्जा का मुख्य रूप के रूप में विद्युत ऊर्जा। बाहरी और आंतरिक बिजली आपूर्ति के लक्षण। बिजली संयंत्रों, सबस्टेशनों और विद्युत नेटवर्क का वर्गीकरण।
पूर्व विधानसभा विद्युत अधिष्ठापन के चरण। बिजली लोड की गणना करें। ब्रैकेट्स के उपयोग के साथ निर्माण के आधार पर केबल का खुला बिछाने। स्टील पाइप और तारों की स्थापना, कम वोल्टेज वाले पूर्ण उपकरण और नियंत्रण गियर।
विद्युत केबल, तार, डोरियां, विद्युत इन्सुलेट सामग्री और उत्पाद। धातु और पाइप। केबल को जोड़ने और समाप्त करने के लिए छिद्रण और बन्धन के लिए उपकरण। प्रकाश प्रतिष्ठानों के तत्वों के तकनीकी प्रसंस्करण की तैयारी की लाइनें।
केबलों, तारों और टायरों की सामान्य विशेषताएं, विद्युत तारों के प्रकार और उनकी स्थापना की तकनीक। डिजाइन सुविधाओं, स्थापना के तरीकों से केबल और केबल नेटवर्क का वर्गीकरण। केबल की पसंद का निर्धारण करने वाली शर्तें, नेटवर्क बसबार का कार्यान्वयन।
प्रकाश नेटवर्क की गणना और विद्युत उपकरण की पसंद। गणना और बिजली केबल का चयन, एएसयू और उपकरण की पसंद। बिजली घनत्व विधि द्वारा प्रकाश गणना। 1 केवी तक वोल्टेज के लिए बिजली नेटवर्क और बिजली के उपकरणों का निपटान और संयोजन तालिका।
पावर केबल और तार - घुमावदार, स्थापना, स्थापना: तकनीकी आवश्यकताओं, उद्देश्य, अंकन और आवेदन। वायरिंग के लिए उपयोग की जाने वाली इन्सुलेट सामग्री। GOST के अनुसार तार अंकन। नियंत्रण और विशेष केबल।
निराकरण और निराकरण के बिना साइट पर रखरखाव। विद्युत उपकरणों के निदान के महत्व और अर्थव्यवस्था की विद्युत सेवा के प्रबंधकों की भूमिका बढ़ रही है। मरम्मत के लिए समय पर हटाए गए विद्युत उपकरणों का आधुनिकीकरण।
विभिन्न समर्थन संरचनाओं पर इलेक्ट्रिक मोटर्स की स्थापना। फर्श और दीवारों पर, फर्श से जुड़ी विशेष संरचनाओं पर, इलेक्ट्रिक मोटर्स को सीधे फर्श पर स्थापित किया जाता है। कम संरचनाओं पर स्थापना के लिए छोटे इलेक्ट्रिक मोटर्स को उठाने का काम मैन्युअल रूप से किया जाता है। भारी इलेक्ट्रिक मोटर्स को ऊपर उठाना, क्रेन, लहरा, या चेन लहरा द्वारा किया जाता है। एक इलेक्ट्रिक मोटर, एक संरचना या नींव पर इंटरलोपर ओवरलैप के फर्श पर घुड़सवार, इसे एक मशीन या तंत्र के साथ जोड़कर सत्यापित किया जाता है जो इसके द्वारा संचालित होता है। कनेक्शन सीधे चंगुल से या एक या दूसरे गियर (दांतेदार, बेल्ट, वी-बेल्ट) के माध्यम से किया जाता है। वर्तमान में इस्तेमाल किए गए बेल्ट वेज-आकार (तथाकथित वी-बेल्ट ट्रांसमिशन)।
सभी कनेक्शन विधियों के लिए, दो परस्पर लंब दिशाओं में क्षैतिज स्तर का उपयोग करके इंजन की स्थिति की जांच करना आवश्यक है। इसके लिए, यह उपयोग करने के लिए सबसे सुविधाजनक है<< валовым >\u003e स्तर, अर्थात्, एक वह जो आधार में एक पायदान के रूप में एक पायदान है; इसे सीधे मोटर शाफ्ट पर लागू करें।
जब एक ठोस फर्श या नींव पर सीधे स्थापित इलेक्ट्रिक मोटर्स को कैलिब्रेट किया जाता है, तो वे क्षैतिज विमान में अपनी स्थिति को समायोजित करने के लिए क्षैतिज विमान के नीचे धातु पैड (wedges) रखते हैं।
पुली, कपलिंग, इंजन और काम करने की मशीन के शाफ्ट संरेखण की स्थापना।
बेल्ट और वी-बेल्ट प्रसारण में, रोटेशन में इसके द्वारा संचालित तंत्र के साथ एक इलेक्ट्रिक मोटर के सही संचालन के लिए एक आवश्यक शर्त है कि यह विद्युत मोटर शाफ्ट के समानांतरवाद का निरीक्षण करे और यह तंत्र घूमता है, साथ ही साथ फुफ्फुस की चौड़ाई के बीच केंद्र लाइनों के संयोग भी।
पुली की समान चौड़ाई और 1.5 मीटर तक शाफ्ट के केंद्रों के बीच की दूरी के साथ, संरेखण एक स्टील गेज का उपयोग करके किया जाता है। शासक को पुली के सिरों पर लगाया जाता है और इलेक्ट्रिक मोटर को समायोजित किया जाता है ताकि शासक चार बिंदुओं पर दो पुली को छू सके। जब शाफ्ट के केंद्रों के बीच की दूरी 1.5 मीटर से अधिक होती है और आवश्यक लंबाई के संरेखण शासक की अनुपस्थिति में, इलेक्ट्रिक मोटर के संरेखण को एक स्ट्रिंग की मदद से बाहर निकाला जाता है और अस्थायी रूप से पल्स पर स्थापित ब्रैकेट होता है। ब्रैकेट से स्ट्रिंग तक समान दूरी पाने के लिए फिट। संरेखण भी एक पतली फीता के साथ किया जा सकता है, एक चरखी से दूसरे में तनावपूर्ण। जब इलेक्ट्रिक मोटर के शाफ्ट पर बेल्ट और वी-बेल्ट ट्रांसमिशन को अक्सर एक चरखी चिपकानी पड़ती है, साथ ही साथ आवेग वाली चरखी को हटा दिया जाता है। विशेष कोष्ठक के साथ उत्पादित चरखी को निकालना। सबसे सुविधाजनक सार्वभौमिक खींचने वाले हैं। एक चरखी, एक आधा युग्मन, एक गियर पहिया एक विशेष स्क्रू डिवाइस की मदद से शाफ्ट पर लगाया जाता है। इस उपकरण के उपयोग से सभी क्षैतिज बलों को शाफ्ट में स्थानांतरित किया जा सकता है, और बीयरिंगों को नहीं। फुफ्फुस के लगाव के लिए, युग्मन आधा, बड़ी मशीनों के लिए गियर पेंच जैक का उपयोग करते हैं। चरखी की नोक से पहले। शाफ्ट से इलेक्ट्रिक मोटर के शाफ्ट पर आधा कपलिंग या गियर मिट्टी के तेल की गंदगी और जंग से धोया जाता है। जंग के दाग जो मिट्टी के तेल से नहीं धोते हैं। शाफ्ट को साफ करने के बाद, नाली में एक कुंजी डाली जाती है, शाफ्ट के अंत में हल्के ढंग से खनिज तेल लगाया जाता है और उसके बाद ही नोजल का उत्पादन किया जाता है।
काम करने के लिए ड्राइव चालू करने से पहले कमीशन का काम।
1. घुड़सवार सर्किट के अनुपालन का सत्यापन, तकनीकी प्रक्रिया द्वारा आवश्यक इलेक्ट्रिक ड्राइव का कनेक्शन।
2. मोटर के स्टेटर वाइंडिंग के इन्सुलेशन प्रतिरोध की जांच करें।
3. स्विचिंग उपकरण (चाकू स्विच, रिले, मैग्नेटो स्टार्टर्स) के इन्सुलेशन प्रतिरोध का परीक्षण करना।
4. ग्राउंडिंग की उपस्थिति और ग्राउंड लूप का प्रतिरोध।
5. सुरक्षा उपकरणों की उपस्थिति और ड्राइव की स्थापना के मापदंडों के साथ उनकी सुरक्षा का अनुपालन। शॉर्ट सर्किट (लूप चरण शून्य) के दौरान सुरक्षा उपकरणों के संचालन की जांच करें।
6. इलेक्ट्रिक मोटर और काम करने वाली मशीन के शाफ्ट के संरेखण की जांच करें।
काम की जाँच से पहले:
1. परियोजना प्रलेखन।
2. इलेक्ट्रिक ड्राइव की तकनीकी डाटा शीट।
3. इलेक्ट्रिकल और तकनीकी स्थापना आरेख।
4. उपकरण प्रदर्शन की स्थापना और परीक्षण के बारे में स्थापना संगठन से कार्य करता है।
उपभोक्ताओं की बिजली आपूर्ति प्रणाली में एक महत्वपूर्ण लिंक ट्रांसफार्मर सबस्टेशन (टीपी) हैं, जो बिजली प्राप्त करने, परिवर्तित करने और वितरित करने के लिए उपयोग किए जाते हैं।
पदार्थ, उनकी क्षमता और गंतव्य के आधार पर, क्षेत्रीय (आरपी), मुख्य डाउनवर्ड (जीपीपी), कर्षण, वितरण, दुकान, आदि में विभाजित होते हैं।
ट्रांसफार्मर सबस्टेशन की स्थापना से पहले, इसकी तैयारी पर निम्नलिखित कार्य किया जाता है:
एक तकनीकी परियोजना पर विचार करते समय, पूर्ण उपकरणों और बड़े-ब्लॉक विद्युत उपकरणों के अधिकतम उपयोग पर ध्यान दें; बढ़े हुए विधानसभाओं और ब्लॉकों की विधानसभा, जो विधानसभा और खरीद क्षेत्रों पर की जाती है; मानक विद्युत संरचनाओं, कारखाने-निर्मित भागों का अधिकतम उपयोग; विद्युत संचार के लिए चैनल, निचेस, खांचे, उद्घाटन के निष्पादन के लिए निर्माण कार्यों की उपलब्धता; उपकरण और निर्माणों के लिए एम्बेडेड भागों की स्थापना जो डॉवेल के साथ बन्धन की अनुमति नहीं देते हैं, साथ ही साथ हेराफेरी के लिए एम्बेडेड फिक्स्चर; संरचनाओं की नींव के तहत रखी गई गहरी अर्थिंग का उपकरण; बढ़ते बढ़ते ब्लॉकों को स्थानांतरित करने के लिए बढ़ते उद्घाटन और हैच का कार्यान्वयन।
जब निर्माण संगठन से ट्रांसफार्मर सबस्टेशन के परिसर को स्वीकार करते हैं, तो वे परियोजना और एसएनआईपी के साथ निर्माण भाग के अनुपालन की जांच करते हैं, विद्युत उपकरण स्थापना के लिए इसकी तत्परता, बढ़ते एपर्चर की उपलब्धता, बढ़ते विद्युत उपकरणों के लिए एम्बेडेड भागों और कामों की चौड़ाई, गलियारों की चौड़ाई, उपकरणों से दीवारों और बाड़ लगाने के लिए दूरी, और। ईएमपी द्वारा विनियमित अन्य आयाम और दूरी भी। स्थापना दो चरणों में की जाती है: पहला निर्माण कार्य के रूप में एक ही समय में सबस्टेशन रूम के निर्माण की प्रक्रिया में है; दूसरा मुख्य निर्माण और परिष्करण कार्यों के पूरा होने और स्थापना के अधिनियम के तहत स्थापना स्थल की स्वीकृति के बाद है।
पहले चरण में, सभी तैयारी और खरीद का इंस्टॉलेशन कार्य किया जाता है: कार्यशालाओं में, बिजली संरचनाओं, असेंबली और ब्लॉकों की स्थापना क्षेत्र-पिकिंग के बाहर, उनके बढ़े हुए विधानसभा; सीधे वस्तु पर - समर्थन संरचनाओं की स्थापना, एम्बेडेड भागों; आंतरिक ग्राउंड लूप की स्थापना; केबल संरचनाओं की स्थापना।
स्थापना का दूसरा चरण पूर्ण स्विचगियर्स, बोर्ड और कंसोल की स्थापना है, काटने और कनेक्शन के साथ बिजली और नियंत्रण केबलों की बिछाने, साथ ही सबस्टेशन के प्रकाश और विद्युत हीटिंग के कार्यान्वयन।
विद्युत उपकरणों के भंडारण पर विशेष ध्यान दिया जाना चाहिए, क्योंकि उच्च तापमान और इसमें अचानक बदलाव, आर्द्रता, धूल, सौर विकिरण - इन सभी पर्यावरणीय कारकों, यदि एसएनआईपी आवश्यकताओं के कारण भंडारण नियमों का पालन नहीं किया जाता है, तो विद्युत उपकरण और केबल उत्पादों की सेवा जीवन को प्रभावित कर सकते हैं, खराब स्थिति हो सकती है। उनके काम, नुकसान और दुर्घटनाओं का कारण। विशेष रूप से प्रतिकूल जलवायु परिस्थितियां इन्सुलेट सामग्री को प्रभावित करती हैं, जिसके बिना एक भी विद्युत उपकरण नहीं।
विद्युत उपकरण और केबल उत्पादों में उच्च हवा का तापमान महत्वपूर्ण क्षति (प्राइमर को नरम करना या रिसाव करना, इन्सुलेट, चिकनाई और कुछ प्राइमिंग तेलों की चिपचिपाहट में कमी, इन्सुलेट सामग्री की उम्र बढ़ने को तेज कर सकता है) का कारण बन सकता है।
इसके अलावा, जब तापमान बढ़ता है, तो इन्सुलेशन प्रतिरोध कम हो जाता है। अचानक तापमान में उतार-चढ़ाव विद्युत उपकरणों के कुछ हिस्सों के लिए खतरनाक यांत्रिक क्षति का कारण बन सकता है, उदाहरण के लिए, पोर्सिलेन इंसुलेटरों का विनाश और कैपेसिटर में डाइलेट्रिक्स के विद्युत गुणों की गिरावट।
बढ़ती हवा की आर्द्रता इन्सुलेट सामग्री के विद्युत और यांत्रिक गुणों पर प्रतिकूल प्रभाव डालती है। अल्पकालिक एक्सपोज़र में, नमी को केवल इन्सुलेट सामग्री की सतह पर adsorbed किया जाता है, इन्सुलेट सामग्री के अंदर लंबे समय तक एक्सपोज़र के साथ, और उपकरण के नुकसान (इन्सुलेशन की सूजन, दरारें और बुलबुले की घटना) का खतरा होता है। सबसे नम इन्सुलेशन सामग्री के ढांकता हुआ नुकसान की स्पर्शरेखा बढ़ जाती है, और उनकी ढांकता हुआ ताकत कम हो जाती है। सामान्य तापमान पर, आर्द्रता बढ़ने से आम तौर पर बिजली के उपकरणों को नुकसान नहीं होता है। केवल उच्च तापमान और उच्च आर्द्रता के साथ-साथ संपर्क में विद्युत सामग्री के गुणों में महत्वपूर्ण परिवर्तन हो सकते हैं।
जब वे हवा में नमी के संपर्क में होते हैं या तेल में डूबे हुए भागों को इन्सुलेट करते हैं तो इलेक्ट्रिकल इंसुलेटिंग ऑइल (ट्रांसफार्मर, केबल, कंडेंसर) आसानी से नम हो जाते हैं। उसी समय उनकी ढांकता हुआ ताकत तेजी से घट जाती है। तेल को नमी से बचाने के लिए, इसे एक रूढ़िवादी और एक desiccant के साथ एक बंद टैंक में संग्रहीत किया जाना चाहिए। 70-80 डिग्री सेल्सियस से ऊपर के तापमान पर वायु ऑक्सीजन के संपर्क में आने पर, तेल की उम्र शुरू हो जाती है, जो इसके एसिड मूल्य में वृद्धि में प्रकट होता है।
औद्योगिक क्षेत्रों के प्रदूषित वातावरण में कोयले और लोहे के ऑक्साइड के धूल के कण, उनकी हाइज्रोस्कोपिसिटी के आधार पर, इन्सुलेट सामग्री की सतह पर बसते हैं, नमी की वर्षा में योगदान करते हैं।
सौर विकिरण, मुख्य रूप से पराबैंगनी किरणों, तारों और केबलों के रबर के इन्सुलेशन के जीवन को छोटा करता है, रिसाव धाराओं के लिए एपॉक्सी राल प्रतिरोध को कम करता है और प्लास्टिक सामग्री की भंगुरता का कारण बनता है।
और अंत में, जब गर्म और आर्द्र जलवायु क्षेत्रों में बिजली के उपकरण और सामग्री संग्रहीत करते हैं, तो मोल्ड सूक्ष्मजीवों और बैक्टीरिया के साथ-साथ पशु मूल के कीटों द्वारा सामग्री के विनाश पर विचार किया जाना चाहिए।
पर्यावरणीय जोखिम से विद्युत उपकरणों की सुरक्षा के तरीके विविध हैं। यह और केबल के साथ लकड़ी के ड्रम पर घुमावदार
अनिवार्य कवर बोर्डों के साथ, और हल्के रंगों के साथ बाहरी कोटिंग्स की पेंटिंग (उदाहरण के लिए, एल्यूमीनियम पाउडर)।
इन्सुलेट सामग्री विभिन्न स्नेहक के साथ भली भांति सील और संरक्षण के साथ जंग से बचाती है।
बड़े उपकरणों (उदाहरण के लिए, स्विच और रिएक्टर) को संग्रहीत करते समय, उन्हें लकड़ी के डेक पर स्थापित किया जाना चाहिए। उपकरणों को सीधे जमीन पर (पैकेज में भी) रखने की अनुमति नहीं है ताकि उपकरणों के भागों के पैकेज और जंग में नमी प्रवेश से बचा जा सके।
इस प्रकार, स्थापना से पहले, इन्सुलेट और प्रतिस्थापन भागों को एक सूखे कमरे में संग्रहीत किया जाना चाहिए, जहां इन्सुलेशन प्रवाहकीय धूल (कोयला, राख, धातु और भवन की धूल, आदि) के संपर्क की संभावना को बाहर रखा गया है। कार्बनिक पदार्थों से बने इंसुलेटिंग भागों को कसकर तेल या पैराफिन पेपर में लपेटा जाता है। तेल में काम करने वाले भागों को साफ, सूखे तेल में संग्रहीत करने की सिफारिश की जाती है। तेल से भरे झाड़ियों को सामान्य तेल के स्तर के साथ सीधे संग्रहीत किया जाता है। अप्रभावित रगड़ धातु भागों को एक विरोधी जंग यौगिक के साथ लेपित किया जाना चाहिए।
तेल स्विच की स्थापना का क्रम उस रूप पर निर्भर करता है जिसमें वे स्थापना के लिए आते हैं। स्विच की स्थापना, जो इकट्ठे रूप में पहुंची, स्तर और साहुल रेखा के संबंध में अपनी स्थिति के संरेखण के लिए कम हो जाती है, सभी बन्धन बोल्टों की समान रूप से कसने और निकला हुआ किनारा कनेक्शनों में सील गैसकेट्स की स्थापना।
स्तर और प्लममेट द्वारा एक स्विच स्थापित करना इसके चलते भागों के सही संचालन और उच्च शक्ति चालू और बंद होने पर उत्पन्न होने वाले स्थिर और गतिशील बलों के समान वितरण के लिए बहुत महत्व है। एक-दूसरे के सापेक्ष एक सामान्य ड्राइव के साथ तीन-टैंक स्विच के टैंकों के दुरुपयोग या विस्थापन से छड़ की प्रणाली का गलत संचालन हो सकता है।
स्विच टैंक को नींव तक सुरक्षित करने वाले बोल्ट का आयाम परियोजना या कारखाने के निर्देशों में निर्दिष्ट से कम नहीं होना चाहिए; बोल्ट को स्वयं-वापसी को रोकने के लिए सुरक्षित रूप से बन्धन किया जाना चाहिए, और उच्च शक्ति वाले सीमेंट मोर्टार के साथ नींव में एम्बेडेड होना चाहिए। इस तरह के उपाय आवश्यक हैं क्योंकि टैंक तेल सर्किट ब्रेकरों में जब बड़ी धाराओं और शॉर्ट-सर्किट धाराओं को काट दिया जाता है, तो आर्क ऊर्जा का लगभग तात्कालिक रिलीज होता है, जो सदमे की लहरों के रूप में सभी दिशाओं में चाप से रेडियल रूप से फैलता है। क्षैतिज तरंगें टैंक की दीवारों से परावर्तित होती हैं और लगभग संतुलित होती हैं। नीचे की तरंगे टैंक के नीचे से टकराती हैं, और ऊपर की तरंगे तेल की गति को तेज करने में शामिल होती हैं और, हवा के कुशन में टकराकर, एक असंतुलित प्रतिक्रिया बल का निर्माण करती हैं जो नींव की ओर निर्देशित होता है। इस स्थिति में, स्विच टैंक को नींव के लिए तात्कालिक संपीड़न का अनुभव देता है, जो तब अचानक बंद हो जाता है। सबसे गंभीर मामलों में, यह बोल्ट और बन्धन में शामिल भागों में महत्वपूर्ण यांत्रिक तनाव पैदा कर सकता है।
इसी तरह की घटनाएं हवा और कम तेल सर्किट तोड़ने वाले, साथ ही साथ अन्य स्विचिंग उपकरणों पर स्विच करने की प्रक्रिया में होती हैं।
उपकरण, जिसमें तीन चरण होते हैं, को पहले स्विचगियर की धुरी और चरणों के बीच की दूरी के साथ कैलिब्रेट किया जाता है। फिर संरेखण चरण को संरेखित करें, जो डिवाइस पर अनुदैर्ध्य अक्ष के साथ फैला हुआ, कॉर्ड पर किया जाता है। उदाहरण के लिए, तीन-पैक तेल स्विच में, कॉर्ड को इतना कड़ा किया जाता है कि यह स्विच के पहले और तीसरे चरण के ड्राइव तंत्र के बक्से के केंद्र में गुजरता है। संरेखण को पूरा माना जाता है जब सभी तीन चरणों के ड्राइव तंत्र के बक्से के कुल्हाड़ी तनावग्रस्त कॉर्ड के साथ मेल खाते हैं। चरण संरेखण और संरेखण के अंत में, नींव बोल्ट को ठीक करें और पाइपों को स्थापित करने और चरणों के बीच flanges को जोड़ने के माध्यम से स्थापित करें जिससे कनेक्टिंग छड़ें और माध्यमिक सर्किट के तार गुजरते हैं। निकला हुआ किनारा कनेक्शन में सील गैसकेट स्थापित करें। 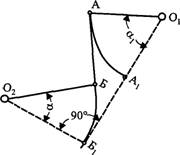
अंजीर। 1 .. उपकरणों को स्विच करने में "मृत" स्थिति के प्रभाव का उपयोग करना
ड्राइव तंत्र को बढ़ते समय, यह ध्यान में रखा जाता है कि चलते हुए संपर्क आमतौर पर उत्तरोत्तर चलते हैं, इसलिए ड्राइव तंत्र शाफ्ट के घूर्णी आंदोलन को संपर्क बीम के एक आयताकार आंदोलन में परिवर्तित करता है। लगभग सभी स्विच "मृत" स्थिति के प्रभाव का उपयोग करते हैं।
यदि हम मास्टर (O1), गुलाम (02) शाफ्ट और O1A, AB और 02B लीवर को परस्पर समान रूप से जोड़ने वाली प्रणाली की कल्पना करते हैं, तो अंजीर में इंगित स्थिति में। 1. ठोस रेखाएँ, शाफ्ट O1 के घूमने से शाफ्ट 02 का घूर्णन होता है। सिस्टम को किसी ऐसी स्थिति में अनुवाद करते समय, जिसमें दो लिंक O 1 A और AB या AB और 02B एक ही सीधी रेखा (धराशायी रेखा) पर स्थित होते हैं, शाफ्ट O2 पर कोई भी लागू नहीं हो सकता है। ड्राइव शाफ्ट O1। यह एक "मृत" स्थिति है, और सिस्टम को केवल उन प्रयासों से हटाया जा सकता है जो उन लिंक के विस्थापन का कारण बनते हैं जो अपनी सीधी रेखा पर हैं।
किसी भी छोटे से समय में दोनों प्रकार के काम की समानता की शर्तों से यह निम्नानुसार है
M1da1 = M2da2,
कहाँ से
एमएक्स = एम 2 डी 1 / डी 2,
जहां M2 शाफ्ट 02 पर लागू होने वाला वैरिएबल टॉर्क है;
एम 1 - पल जो एम 2 पर काबू पाने के लिए शाफ्ट ओ आई पर लागू किया जाना चाहिए;
दा 1, दा 2-असीम रूप से हथियारों की छोटी कोणीय चालन O] A और 02B।
उपरोक्त समानता से यह निम्नानुसार है कि ड्राइव शाफ्ट पर पल को कम करने के लिए, गियर को ऐसे आयाम देने और लीवर को ऐसे कोणों पर स्थिति देने के लिए आवश्यक है कि व्युत्पन्न da1 / da2 यथासंभव छोटा हो।
एक स्विच के लिए, शाफ्ट पर टोक़ की कमी विशेष रूप से स्विचिंग की प्रक्रिया के अंत के दौरान महत्वपूर्ण है, क्योंकि इस समय स्विच के स्विच स्प्रिंग्स पूरी तरह से संकुचित होते हैं और संपर्क स्प्रिंग्स प्रभाव में आते हैं।
यह स्विच शाफ्ट पर टोक़ में तेज वृद्धि का कारण बनता है। यदि 02 एक स्विच शाफ्ट है, तो इस शाफ्ट के पास एक मध्यवर्ती शाफ्ट की व्यवस्था की जाती है, जो ट्रांसमिशन द्वारा ड्राइव शाफ्ट ओ जे से जुड़ा हुआ है। ट्रांसमिशन और इसके स्थान के आयामों को चुना गया है ताकि व्युत्पन्न da1 / da2 का मूल्य न्यूनतम हो।
इसलिए, स्थानांतरण को व्यवस्थित किया जाता है ताकि समावेशन "मृत" - "गैर-लाभकारी" के करीब की स्थिति में समाप्त हो जाए, जब चालित शाफ्ट के आंदोलनों की तुलना में ड्राइविंग लीवर और शाफ्ट की चाल अपेक्षाकृत बड़ी हो। इस वजह से, संपर्क भागों की स्थिति स्विच के निर्माण, संयोजन और समायोजन में संभव अशुद्धियों के लिए असंवेदनशील है।
स्थापना के दौरान, चिकनाई वाले भागों को कम-ठंडी ग्रीस CIATIM-201, NK-30, आदि के साथ चिकनाई की जाती है, और स्विच के राज्यों के साथ तंत्र के अंतिम पदों के अनुपालन की जाँच की जाती है: "चालू" और "बंद"।
उद्घाटन स्प्रिंग्स में स्विच के सभी पदों में एक समान वितरण होना चाहिए। "मृत" स्थिति में एक सामान्य "गैर-राजस्व" की उपस्थिति के लिए जाँच करें।
संपर्क प्रणाली की जाँच और समायोजन में परिभाषाएँ शामिल हैं: -संपर्क में जुटना। सॉकेट संपर्कों के साथ स्विच के लिए, एक डायनेमोमीटर एक संपर्क रॉड के पुल बल को गैर-चिकनाई संपर्कों के साथ मापता है, और एमजीजी -10, एमजी -10, आदि के स्विच के लिए। - उंगली के संपर्क का सीधा दबाव। स्प्रिंग्स के तनाव को बदलकर समायोजन किया जाता है;
- वास्तविक संपर्क क्षेत्र (कुल संपर्क सतह का कम से कम 70%);
जंगम और स्थिर संपर्कों की संपर्क सतहों का संरेखण।
संपर्क प्रणाली के विश्वसनीय संचालन के लिए, संपर्कों को दबाने के बल पर बहुत ध्यान दिया जाता है, जिस पर क्षणिक प्रतिरोध निर्भर करता है।
संपर्क कनेक्शन का संपर्क प्रतिरोध कम होता है, दबाव जितना मजबूत होता है। लेकिन केवल संक्रमणकालीन प्रतिरोध को दबाने की शक्ति में वृद्धि के साथ छोटे प्रयासों के क्षेत्र में तेजी से घट जाती है। ताकत में और वृद्धि से संक्रमण प्रतिरोध में ध्यान देने योग्य कमी नहीं होती है।
संक्रमण प्रतिरोध की भयावहता संपर्कों की सामग्री, संपर्क सतह की शुद्धता, सामग्री के विशिष्ट विद्युत प्रतिरोध और इसकी कठोरता से प्रभावित होती है।
एक संपर्क सतह से दूसरे में करंट के संक्रमण को वास्तविक संपर्क के बिंदु में परिवर्तित होने वाली रेखाओं के रूप में दर्शाया जा सकता है और इस बिंदु से दूसरी संपर्क प्लेट में विचलन हो सकता है। इन स्ट्रीमलाइनों के क्षैतिज घटकों को विपरीत दिशाओं में निर्देशित किया जाता है। परिणामस्वरूप, संपर्क प्लेटों के बीच प्रतिकारक बल हमेशा उत्पन्न होते हैं, जिन्हें इलेक्ट्रोडायनामिक संकुचन बल कहा जाता है। यदि वसंत बल अपर्याप्त है, तो वे दूसरे से एक संपर्क त्याग सकते हैं। किसी भी मामले में, संकुचन के इलेक्ट्रोडायनामिक बलों, संपर्कों के दबाव को कमजोर करने, संक्रमण प्रतिरोध में वृद्धि का कारण बन सकता है। विशेष रूप से खतरनाक मात्रा संपर्क कनेक्शन के माध्यम से शॉर्ट-सर्किट धाराओं के प्रवाह के दौरान संकुचन के इलेक्ट्रोडायनामिक बलों तक पहुंचती है। उनके बीच संपर्कों के एक छोटे से विचलन के साथ, एक चाप उत्पन्न होता है, जिसके परिणामस्वरूप उन दोनों के बीच संपर्कों की वेल्डिंग हो सकती है।
समवर्ती संपर्कों के एक साथ बंद होने और खुलने की जाँच की जाती है, और उनकी अनुपस्थिति में, बिजली के सर्किट संपर्कों (चित्र -2) के समापन और खोलने के क्षणों को ठीक करने वाले इलेक्ट्रिक सर्किट के अनुसार मुख्य कार्य किए जाते हैं। इस योजना को मिलीमीटर डिवीजनों के साथ छड़ द्वारा पूरक किया गया है, जो चल-चलकर भाग के स्ट्रोक की तीव्रता और संपर्क दबाव को निर्धारित करता है। 
अंजीर। 2. स्विच के एक साथ उद्घाटन की जांच के लिए योजना: 1 - स्विच; 2 - चेतावनी रोशनी
इसके अलावा, मुख्य और arcing के संपर्क के अनुक्रम को निर्धारित करना आवश्यक है।
संपर्क प्रणाली में मुख्य और arcing संपर्कों से मिलकर, एक चाप मुख्य संपर्कों पर दिखाई दे सकता है यदि उनके बंद होने और खोलने का क्रम गलत है। IGG श्रृंखला स्विच के लिए, एक साथ ब्रेकिंग और मुख्य संपर्कों का एक साथ टूटना एक बहुत बड़े ब्रेकर दुर्घटना का कारण हो सकता है। यदि मुख्य संपर्क अपर्याप्त दूरी में फैलने पर पल में उकसाने वाले संपर्क खुलने लगते हैं, तो मुख्य संपर्क पर एक चाप भी दिखाई दे सकता है जो बिना उपकरणों के हवा में है।
स्विचिंग उपकरणों में से अधिकांश की संपर्क प्रणाली में प्रत्येक चरण दो या दो से अधिक ब्रेक पॉइंट होते हैं। ऐसी प्रणाली में, एक साथ बंद होना और संपर्क के सभी बिंदुओं को बंद करना आवश्यक है। यदि शटडाउन की प्रक्रिया में एक बिंदु पर संपर्क पहले खुलते हैं, तो इस बिंदु पर चाप एक निश्चित समय अंतराल पर एक अन्य बिंदु की तुलना में पहले दिखाई देता है, और चाप के विलुप्त होने, निश्चित रूप से, दोनों असंयमों पर एक साथ होता है। नतीजतन, लंबे समय तक पहले बिंदु पर संपर्क चाप की कार्रवाई के तहत होते हैं और अधिक दृढ़ता से जलाते हैं। संपर्कों के असमान पहनने से डिवाइस की शुरुआती मरम्मत हो सकती है। इसके अलावा, समय में विभिन्न बिंदुओं पर संपर्क खोलने पर चाप को बुझाने की प्रक्रिया धीमी हो जाती है। यह ध्यान दिया जाना चाहिए कि यह संपर्कों के दो-चरण विराम के साथ स्विच पर लागू नहीं होता है (उदाहरण के लिए, कम-तेल एमजी -35 स्विच या एक टैंक एमकेपी -110 स्विच के लिए)।
विभिन्न चरणों में सर्किट के गैर-एक साथ बंद होने और खुलने का टूटने वाले संपर्कों की स्थिति पर लगभग समान प्रभाव पड़ता है।
बंद करने और खोलने की संपूर्नता की जाँच केवल संपर्क संपर्कों पर की जाती है, लेकिन यदि इस इकाई में संपर्क संपर्क नहीं हैं, तो इसके मुख्य संपर्कों के युगपत संचालन की जाँच करें। इन कारणों के लिए, संपर्क एक साथ शॉर्टिंग को नियंत्रित करते हैं और चरण के भीतर और चरणों के बीच दोनों को खोलते हैं, यह सुनिश्चित करते हैं कि मिलीमीटर में यह अंतर स्विच 6-10 केवी के लिए चलती संपर्कों की पूरी यात्रा से 1.5% से अधिक नहीं है, और स्विच के लिए 35 केवी - 0.5% से अधिक नहीं। महान सटीकता प्राप्त करने की कोई आवश्यकता नहीं है और संपर्क दबाव के कमजोर होने के कारण एक साथ संपर्क के लिए समायोजन करना असंभव है, जो कि अधिक महत्वपूर्ण संकेतक है।
जब सक्षम किया जाता है, तो जड़ता द्वारा चलते हुए संपर्क कुछ हद तक अंतिम स्थिति से परे हो जाते हैं, और फिर उस पर लौट आते हैं। इस दृष्टिकोण का मूल्य एक निश्चित मूल्य से कम नहीं होना चाहिए, अन्यथा डिवाइस के ड्राइव के लॉकिंग कुंडी में संबंधित अक्ष पर कूदने और तंत्र को चालू स्थिति में लॉक करने का समय नहीं होगा। यदि निश्चित संपर्क को आउटलेट के रूप में व्यवस्थित किया जाता है, तो अंतिम स्थिति के लिए एक अत्यधिक दृष्टिकोण आउटलेट के तल पर संपर्क रॉड के एक कठिन प्रभाव का कारण बन सकता है, जो विशेष रूप से चीनी मिट्टी के बरतन इन्सुलेटर्स के लिए खतरनाक है। इसलिए, जब सॉकेट संपर्कों के साथ बढ़ते स्विच, अंत स्थिति से आगे बढ़ते संपर्कों की प्रविष्टि की जांच करना और ऐसे संपर्कों का एक निश्चित अतिरिक्त स्ट्रोक बनाना आवश्यक है। उदाहरण के लिए, स्विच VMP-10 में, अतिरिक्त स्ट्रोक 20-30 मिमी है।
प्राप्त डेटा को पासपोर्ट स्विच में दिए गए मूल्यों का पालन करना चाहिए।
जब स्विच एक्ट्यूएटर्स बढ़ते हैं, जो इंस्टॉलेशन साइट पर पहुंचते हैं, इसे स्थापित करते हैं और इसे जकड़ते हैं, तो ड्राइव शाफ्ट पर लीवर और स्विच शाफ्ट पर लीवर के बीच कनेक्टिंग रॉड की लंबाई का चयन करें और लॉकिंग, स्विचिंग और डिस्कनेक्ट करने वाले उपकरणों और उनके तंत्र (मुक्त विघटन और) की क्रियाओं की जांच करें ऑटो रिकॉलर)।
कनेक्टिंग रॉड की लंबाई का समायोजन इस तथ्य से शुरू होता है कि वे ड्राइव पर स्विच के साथ पूरी तरह से अनुरूपता लाते हैं। फिर, लीवर के रोटेशन के कोणों को बदलते हुए, एक स्थिति प्राप्त करें जिसमें संपर्कों की सामान्य स्थिति ड्राइव के डिस्कनेक्ट की गई स्थिति से मेल खाती है। जब स्विच किया जाता है, तो वे लॉकिंग कुंडी के एक विश्वसनीय वापसी के लिए कार्रवाई की संचालन क्षमता और अंत स्थिति में पर्याप्त ड्राइव की उपस्थिति सुनिश्चित करते हैं।
मुक्त ट्रिपिंग के तंत्र को स्विच के साथ पूरी तरह से चालू और इसके मध्यवर्ती पदों पर जांच की जाती है। यह तंत्र, डिस्कनेक्ट करने वाले उपकरण की कार्रवाई के तहत, लॉकिंग डिवाइस की कुंडी को छोड़ देता है, या "मृत" स्थिति से ब्रेकिंग लीवर सिस्टम को हटा देता है, या अस्थायी रूप से स्थिर केंद्र को तोड़ देता है और इस प्रकार यदि आवश्यक हो, तो ड्राइव के लॉकिंग पार्ट्स के स्विचिंग पार्ट्स को अलग कर देता है।
नियंत्रण सर्किट में ब्लॉक संपर्कों का समायोजन निम्नलिखित नियमों के अनुसार किया जाता है:
ड्राइव के चलती भागों का स्नेहन एंटीफ्रीजिंग कंपाउंड द्वारा किया जाता है यदि स्विच कठोर जलवायु वाले क्षेत्रों में बाहरी स्थापना के लिए है।
तेल के साथ टैंक स्विच को सुखाने का कार्य किया जाता है यदि तेल डालने के 24 घंटे बाद इसकी विद्युत शक्ति आदर्श से नीचे हो।
सुखाने को एक अपकेंद्रित्र या फिल्टर प्रेस के माध्यम से या एक जिओलाइट संयंत्र के माध्यम से तेल के मजबूर परिसंचरण द्वारा किया जाता है। तेल का तापमान धीरे-धीरे 50-65 डिग्री सेल्सियस तक बढ़ जाता है और सूख जाता है जब तक कि यह कई घंटों तक सामान्य विद्युत शक्ति तक नहीं पहुंचता है, जिसके बाद स्विच को तेल के अनिवार्य संचलन के साथ ठंडा किया जाता है।
ड्राइव के साथ इकट्ठे स्विच को चालू और बंद कॉइल के टर्मिनलों पर ऑपरेटिंग वर्तमान के रेटेड मूल्य के 10-20% पर चालू और बंद संचालन की विश्वसनीयता के लिए जाँच की जाती है।
तेल और वैक्यूम सर्किट तोड़ने वालों के शटडाउन कॉइल्स की न्यूनतम प्रतिक्रिया वोल्टेज (ड्राइव का सबसे कम वोल्टेज, इसके संचालन के समय की परवाह किए बिना), रेटेड वोल्टेज का कम से कम 65% होना चाहिए।
तेल और वैक्यूम सर्किट ब्रेकर्स को एक्ट्यूएटर्स के इलेक्ट्रोमैग्नेट्स के टर्मिनलों पर निम्नलिखित वोल्टेज मूल्यों पर विश्वसनीय संचालन सुनिश्चित करना चाहिए: जब रेटेड वोल्टेज का 65-120% डिस्कनेक्ट हो जाता है; जब स्विच चालू किए जाते हैं, तो रेटेड का 80-110% (रेटेड रेटेड 50 केए तक चालू) और रेटेड का 85-110% (50 से अधिक केए के रेटेड स्विचिंग चालू के साथ)।
ड्राइव के ऑपरेटिंग वोल्टेज की निचली सीमाओं के निर्दिष्ट मूल्यों पर, स्विच (प्राथमिक सर्किट में वर्तमान के बिना) संबंधित स्थितियों के लिए निर्माताओं द्वारा निर्दिष्ट समय और गति विशेषताओं को प्रदान करना चाहिए।
स्प्रिंग ड्राइव के साथ स्विच के नियंत्रण के लिए इलेक्ट्रोमैग्नेट्स के संचालन का सबसे कम वोल्टेज कारखाने के निर्देशों के अनुसार समापन स्प्रिंग्स के ऑपरेटिंग तनाव (लोड) के साथ निर्धारित किया जाना चाहिए।
वसंत-संचालित सर्किट ब्रेकर्स के संचालन को निर्माताओं के निर्देशों के अनुसार स्विचिंग-ऑन स्प्रिंग्स के कम तनाव के साथ जांचना चाहिए। 110 केवी तक वोल्टेज वाले डिस्कनेक्टर्स को पूरी तरह से जमीन पर इकट्ठे हुए, पूरी तरह से जमीन पर इकट्ठा किए गए इंस्टॉलेशन के स्थान पर आपूर्ति की जाती है, और 110 केवी से ऊपर वोल्टेज वाले डिस्कनेक्टर्स को - आंशिक रूप से विसंक्रमित स्तंभों के साथ। ध्रुवों के साथ मिलकर एक्ट्यूएटर और इंटरपोलर पोल के कुछ हिस्सों को वितरित करते हैं।
स्थापना से पहले, वे सभी भागों का निरीक्षण करते हैं और, यदि आवश्यक हो, तो चाकू की वक्रता (संपर्कों को हिलाना) को सही करते हैं। 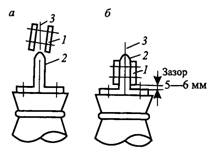
अंजीर। 3. एक निश्चित संपर्क के साथ चाकू डिस्कनेक्टर के संरेखण की जांच करें: ए - गलत; बी- सही; 1 - एक चाकू; 2- निश्चित संपर्क; 3 - निश्चित संपर्क के समरूपता का अक्ष
बैकलैश की कीमत पर इन्सुलेटर पर बढ़ते या स्थिर संपर्क, संपर्क संरेखण सुनिश्चित करते हैं, अर्थात। पार्श्व प्रभावों के बिना एक निश्चित संपर्क में चाकू का प्रवेश (छवि 3, ए, बी)। दो-स्तंभ डिस्कनेक्टर्स में, संपर्कों में अर्ध-कैंची की सही प्रविष्टि बेस विरूपण की अनुपस्थिति का एक संकेतक है। जब डिस्कनेक्टर चालू होता है, तो स्प्रिंग्स के कॉइल (कम से कम 0.5 मिमी) के बीच अंतराल की जांच करें। क्लीयरेंस प्रोब मापते हैं।
चलती संपर्कों के पुल बल के माप गैर-चिकनाई संपर्क सतहों (छवि 4) के साथ किए जाते हैं। माप परिणाम पासपोर्ट डेटा से अधिक नहीं होना चाहिए। संपर्क सतहों के मोटे दोष एक स्टील ब्रश या मोटे-दानेदार ग्लास सैंडपेपर के साथ हटा दिए जाते हैं और एसिड-मुक्त वैसलीन के साथ चिकनाई करते हैं, और कम-ठंड वाले ग्रीस के साथ बाहरी प्रतिष्ठानों में। 
अंजीर। 4. चाकू डिस्कनेटर को खींचने के बल को मापना:
7 - एक चाकू; 2 - डिवाइस; 3 - डायनेमोमीटर; 4 - आधार
डिस्कनेक्टर के तत्वों के रोटेशन के कोण, यदि आवश्यक हो, जोर की लंबाई में परिवर्तन को विनियमित करते हैं और सीमित करने का क्रम रुक जाता है। फैक्टरी डेटा से सहिष्णुता data 3%। चाकू और आधार के बीच डिस्कनेक्टर पर पूरी तरह से स्विच करने के बाद, 5-6 मिमी का अंतर होना चाहिए, जो इंसुलेटर को प्रभाव और यांत्रिक क्षति को बाहर करता है। डंडे की कमी की समरूपता निर्धारित करने के लिए, चाकू को धीरे-धीरे उस क्षण तक लाया जाता है जब प्रमुख चाकू उसके निश्चित संपर्क को छूता है और अन्य चरणों के चाकू और उनके निश्चित संपर्कों के बीच अंतराल मापा जाता है (चित्र 5)।
संपर्क बंद होने में अनुमेय अंतर (डिस्कनेक्टर्स के लिए 3.5 मिमी (10 केवी तक और 10 मिमी-अप 110 केवी तक) क्रैडल की लंबाई या डिस्कनेक्टर के व्यक्तिगत ध्रुवों के लीड को बदलकर हासिल किया जाता है। घुड़सवार और समायोजित डिस्कनेक्टर, ड्राइव और सहायक संपर्कों को नुकसान और समायोजन उल्लंघन के बिना बार-बार स्विचिंग का सामना करना पड़ता है। 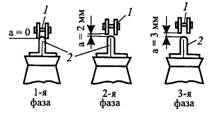
अंजीर। 5. चाकू के एक साथ बंद होने के लिए डिस्कनेक्टर की जांच: 1 - चाकू; 2 - निश्चित संपर्क
संपर्क सतहों की जकड़न की जाँच 0.05 मिमी की मोटाई और 10 मिमी की चौड़ाई के साथ की जाती है। यह 4-5 मिमी से अधिक की गहराई में प्रवेश नहीं करना चाहिए।
बंद स्विचगियर्स (ZRU) विद्युत सबस्टेशनों में, आयताकार टायर 1: 10-1: 12 के पहलू अनुपात और 1000-1200 mm2 के एक खंड के साथ उपयोग किए जाते हैं। उनके कई फायदे हैं। कूलिंग टायर की स्थिति
इस तथ्य के कारण अधिक अनुकूल है कि क्रॉस-सेक्शनल क्षेत्र में शीतलन सतह का अनुपात किसी अन्य प्रोफ़ाइल के टायर की तुलना में अधिक है। सतह के प्रभाव का प्रभाव - कंडक्टर क्रॉस सेक्शन में वैकल्पिक चालू के असमान वितरण से जुड़ी घटना, जिससे बिजली की हानि में वृद्धि होती है - तुलनात्मक रूप से कम है। आपस में और उपकरणों के साथ आयताकार टायर के कनेक्शन सरल हैं। यांत्रिक शक्ति काफी अधिक है। 
अंजीर। 6. टायर धारक: a - एक विमान पर बढ़ते टायर के लिए; बी - किनारे पर बढ़ते टायर के लिए; प्रोफ़ाइल टायर के लिए; 1 - टाई रॉड; 2 - शीर्ष बार; 3 - टायर धारक का आधार; 4-स्पेसर ट्यूब; गैसकेट 5; 6 - टायर; 7 इंसुलेटर
टायर धारकों (छवि 6) की मदद से इन्सुलेटर का समर्थन करने पर मल्टीबैंड टायर लगाए जाते हैं, जो 600 ए के अधिक से अधिक वर्तमान में टायर के चारों ओर एक बंद लूप नहीं बनाना चाहिए, क्योंकि इससे एड़ी धाराओं को गर्म करना होगा। इसलिए, टायर वाहक के गैस्केट में से एक गैर-चुंबकीय सामग्री या एक संरचना से बना होता है जो बंद लूप नहीं बनाता है।
एकल-पक्षीय आयताकार टायर सीधे सहायक इन्सुलेटर के सिर से जुड़े होते हैं।
जब मल्टीबंड टायर बढ़ते हैं, तो न केवल चरणों के बीच बातचीत बलों को ध्यान में रखा जाता है, बल्कि चरण स्ट्रिप्स के बीच इंटरैक्शन फोर्स भी होता है, इसलिए टायर पैकेज के स्ट्रिप्स के बीच, दूरी पर गैसकेट स्थापित होते हैं, जो यांत्रिक शक्ति के लिए टायर की गणना करने के लिए निर्धारित होता है।
स्क्वायर टायर और गोल टायर में बेहतर यांत्रिक शक्ति, कम सतह प्रभाव गुणांक और मल्टीबैंड टायर की तुलना में बेहतर शीतलन की स्थिति होती है, लेकिन वे एक-दूसरे के साथ और मशीनों से जुड़ना अधिक कठिन होते हैं।
समर्थन इन्सुलेटर को कोने के स्टील या प्रबलित कंक्रीट स्लैब से बने फ्रेम पर प्रबलित किया जाता है। फ्रेम या स्लैब नहीं बनने चाहिए
व्यक्तिगत चरणों के आसपास बंद धातु आकृति। 
हीटिंग टायर उनके बढ़ाव में योगदान देता है, और सहायक इंसुलेटर के फ्रैक्चर से बचने के लिए, तापमान कम्पेसाटर की स्थापना, जो टायर के समान क्रॉस-सेक्शन के बराबर टायर के साथ एक ही सामग्री के पतले पन्नी स्ट्रिप्स से बने छोटे आवेषण होते हैं (अंजीर। 7)। तापमान में परिवर्तन होने पर कम्प्रेसर टायरों में होने वाले प्रयासों को ले लेता है। कम्पेसाटर स्थापित करते समय, टायरों को सख्ती से कम्पेसाटर के बीच की अवधि के बीच में केवल एक सहायक इन्सुलेटर पर फिक्स किया जाता है। उपकरण के टर्मिनलों के लिए हार्ड टायरों के कनेक्शन के क्षेत्र में भी कॉम्पेंसेटर का उपयोग किया जाता है।
कुछ मामलों में, टायर की लंबाई के लिए क्षतिपूर्ति सरल साधनों द्वारा प्राप्त की जा सकती है - एकल-पक्षीय टायर (अंजीर। 8) में अंडाकार छेद का उपयोग करना या कोणों के प्रभाव के लिए क्षतिपूर्ति करना (चित्र 9)। 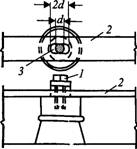
अंजीर। 8. इन्सुलेटर पर टायर को बन्धन करना, इसके बढ़ाव को ध्यान में रखना:
1 - बोल्ट; 2 - टायर; 3 - टायर में अंडाकार छेद
टायरों को वेल्डिंग, सोल्डरिंग या बोल्टिंग द्वारा परस्पर जोड़ा जाता है। वेल्डिंग (या सोल्डरिंग) द्वारा टायरों का कनेक्शन संचालन में बिल्कुल विश्वसनीय है, क्योंकि इसका प्रतिरोध पूरे टायर के प्रतिरोध के लगभग बराबर है। यदि निरंतर संपर्क दबाव बनाए रखा जाता है और टायर संक्षारण प्रतिरोधी होते हैं तो बोल्ट विश्वसनीयता सुनिश्चित करता है। इसके अलावा, टायर को शॉर्ट-सर्किट धाराओं के लिए गतिशील और थर्मल रूप से प्रतिरोधी होना चाहिए।

अंजीर। 9. तंत्र के टर्मिनलों से जुड़े टायर के बढ़ाव के लिए मुआवजा: 1 - उपकरण इन्सुलेटर; 2 - टायर; 3 - प्रतिपूरक
शॉर्ट सर्किट के दौरान टायर हीटिंग स्टील के कसने वाले बोल्ट के छोटे विस्तार के कारण संपर्क दबाव में उल्लेखनीय वृद्धि के साथ होता है। नतीजतन, "तरलता" की घटना होती है - पड़ोसी क्षेत्रों में अत्यधिक दबाव के तहत ज़ोन से सामग्री के एक हिस्से का विस्थापन। यह घटना मुख्य रूप से एल्यूमीनियम के लिए अजीब है। संपर्क कनेक्शन ठंडा होने के बाद, हीटिंग से पहले होने वाला संपर्क दबाव अब बहाल नहीं हुआ है, क्योंकि तरलता घटना के कारण संपर्क कनेक्शन में "गैप" का गठन हुआ है। चक्रीय रूप से बार-बार गर्म करने और ठंडा करने की प्रक्रियाओं के साथ, संपर्क कनेक्शन कमजोर हो जाता है। इसका संक्रमणकालीन प्रतिरोध तेजी से बढ़ता है, करंट की वजह से लोकल ओवरहीटिंग होती है और कॉन्टैक्ट का ज्यादा कमजोर होना भी होता है।
स्टील बोल्ट्स का इस्तेमाल टायरों को खींचने के लिए किया जाता है, और "तरलता" के प्रभाव को कम करने के लिए वे टायर के बोल्ट्स में प्रयासों की तुलना में उच्च संपीड़ित बल वाले कप स्प्रिंग्स की मदद से एल्यूमीनियम टायर के प्रति यूनिट क्षेत्र को कम करते हैं।
बोल्ट कनेक्टर्स बढ़ते समय, बोल्ट को ठीक से कसने के लिए महत्वपूर्ण है। अपर्याप्त कसाव एक छोटे से संपर्क दबाव और उच्च संपर्क प्रतिरोध पैदा करेगा, जिससे वर्तमान द्वारा अत्यधिक हीटिंग हो जाएगा और अंततः संपर्क कनेक्शन को अक्षम कर देगा। यदि बोल्टों को अत्यधिक कस दिया जाता है, तो संपीड़न बल स्प्रिंग डिवाइस के लिए सीमा से अधिक हो सकता है, जिसके परिणामस्वरूप "रेंगना" के कारण संपर्क संयुक्त धीरे-धीरे ढीला हो जाएगा।
विद्युत स्थापना निर्देश बसबार बोल्ट के सामान्य कसने वाले बलों को दिखाते हैं। समायोज्य टोक़ के साथ इस्तेमाल की जाने वाली कुंजियों को कसने के लिए। ऐसी कुंजियों की अनुपस्थिति में, आप पारंपरिक रिंच का उपयोग कर सकते हैं, लेकिन लीवर I की लंबाई (सेमी में) अभिव्यक्ति से निर्धारित होती है
मैं = मिफ़,
जहां M एक दिए गए व्यास, बोल्ट-सेमी के बोल्ट के निर्देशों के अनुसार लिया गया टोक़ है;
बांह का F- बल 16-20 किलोग्राम है।
संपर्क जोड़ों को तकनीकी वैसलीन ग्रीस और धातु चढ़ाना के साथ पर्यावरण के संक्षारक प्रभावों से सुरक्षित किया जाता है।
इंसुलेटर स्थापित करने से पहले, चीनी मिट्टी के बरतन की अखंडता, टोपी और निकला हुआ किनारा सुदृढीकरण की ताकत (पोटीन की कोई छिल नहीं, लाह कवर की अखंडता) की जांच की जाती है। इंसुलेटर मजबूती से तय होते हैं, उनके फ्लैंग्स ग्राउंड नेटवर्क से जुड़े होते हैं।
झाड़ीदार इन्सुलेटर धातु प्लेटों पर स्थापित किए जाते हैं। यदि रेटेड वर्तमान 1500 ए या उससे अधिक है, तो प्लेट गैर-चुंबकीय सामग्री के कुछ हिस्सों द्वारा परस्पर जुड़े दो अनुदैर्ध्य हिस्सों से बना है। यह उनके चारों ओर एक बंद लूप के निर्माण और एडी धाराओं द्वारा अतिरिक्त हीटिंग को समाप्त करता है।
एक पृथक ट्रांसफार्मर (जनरेटर) तटस्थ के साथ नेटवर्क में, साथ ही साथ 110 केवी और उससे अधिक के ग्राउंडेड तटस्थ वोल्टेज वाले नेटवर्क में, विद्युत उपकरण आवास ग्राउंडिंग सिस्टम का उपयोग किया जाता है; 660.380 और 220 वी के एक ग्राउंड न्यूट्रल वोल्टेज वाले नेटवर्क में - एक शून्यिंग सिस्टम, अर्थात्। ट्रांसफार्मर (जनरेटर) के ग्राउंडेड न्यूट्रल के साथ विद्युत उपकरण मामलों का कनेक्शन।
कंडक्टर, जिनकी मदद से बिजली उपभोक्ताओं की ग्राउंडिंग या शून्यिंग को सुरक्षात्मक कहा जाता है। चार-तार नेटवर्क का शून्य तार एक सुरक्षात्मक कंडक्टर के रूप में काम कर सकता है। इमारतों और संरचनाओं में बिछाने के लिए, सुरक्षात्मक कंडक्टर सुरक्षात्मक लोगों के रूप में भी काम कर सकते हैं, मुख्य रूप से 24 मिमी 2 के क्रॉस सेक्शन के साथ स्ट्रिप स्टील और 5 मिमी या प्राकृतिक कंडक्टर के व्यास के साथ 3 मिमी या एक गोल स्टील की मोटाई होती है।
प्राकृतिक कंडक्टर: इमारतों की धातु संरचनाएं (ट्रस, कॉलम, आदि); उत्पादन उद्देश्यों के लिए धातु संरचनाएं (क्रेन रनवे, स्विचगियर फ्रेमवर्क, गैलरी, प्लेटफॉर्म, लिफ्ट शाफ्ट, लिफ्ट, आदि); स्टील पाइप विद्युत तारों; एल्यूमीनियम केबल म्यान, अगर कम से कम दो हैं।
सुरक्षात्मक कंडक्टर को उनकी सतह से 5-10 मिमी की दूरी पर दीवारों पर रखा जाता है। शुष्क कमरे में और रासायनिक रूप से आक्रामक वातावरण की अनुपस्थिति में, दीवार के खिलाफ सुरक्षात्मक कंडक्टर बिछाने की अनुमति है। नाली में, सुरक्षात्मक कंडक्टर को हटाने योग्य कवर से कम से कम 50 मिमी की दूरी पर रखा जाना चाहिए। दीवारों को स्ट्रिप्स के बन्धन को डॉवेल द्वारा उत्पादित किया जाता है, जो सीधे और मध्यवर्ती भागों (छवि 10) के साथ भवन और विधानसभा बंदूक द्वारा लक्षित होते हैं। लगाव बिंदुओं के बीच की दूरी 0.8-1 मीटर है। सुरक्षात्मक कंडक्टर को न केवल सीधे मुक्त वर्गों पर तय करने की आवश्यकता है, बल्कि मोड़ और शाखा बिंदुओं से भी (100 मिमी) करीब है।
सुरक्षात्मक कंडक्टर को खुले तौर पर रखा जाना चाहिए और अवलोकन के लिए उपलब्ध होना चाहिए (अपवाद: विद्युत वायरिंग, केबल शीथ, और इसी तरह के प्राकृतिक कंडक्टर, साथ ही राजमार्ग से व्यक्तिगत विद्युत रिसीवर तक की शाखाएं)। 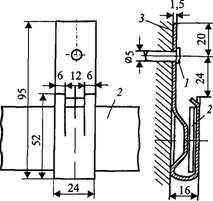
अंजीर। 10. एक भवन और असेंबली गन के साथ डॉल्स को ठीक करके स्टील सुरक्षात्मक कंडक्टरों को बांटना:
1 - डॉवेल-कील; 2 - कंडक्टर; 3 - स्टील धारक
दीवारों और फर्श के माध्यम से ग्राउंडिंग तारों का मार्ग स्टील पाइप या क्लैंप के माध्यम से किया जाना चाहिए।
केबलों, पाइपलाइनों, रेलवे पटरियों, साथ ही अन्य स्थानों पर जहां यांत्रिक क्षति संभव है, के साथ सुरक्षात्मक कंडक्टरों के चौराहों पर, कंडक्टर को पाइप, एंगल्ड स्टील, आदि द्वारा संरक्षित किया जाना चाहिए। दीवारों पर इमारत में भूमिगत सुरक्षात्मक कंडक्टरों के प्रवेश के स्थानों पर पहचान चिह्न अंकित होना चाहिए।
स्टील सुरक्षात्मक कंडक्टर का कनेक्शन और अर्थिंग स्विच का कनेक्शन वेल्डिंग द्वारा किया जाता है। जोड़ों पर ओवरलैप की लंबाई को आयताकार स्ट्रिप्स के साथ पट्टी की चौड़ाई के बराबर या गोल स्टील के साथ छह व्यास के बराबर माना जाता है। निरीक्षण और मरम्मत के लिए सुलभ स्थानों में बोल्ट को आक्रामक मीडिया के बिना कमरे और बाहरी प्रतिष्ठानों में अनुमति दी जाती है।
कंडक्टरों को सीधे उपकरणों से जोड़ना बेहतर है, न कि उन संरचनाओं के माध्यम से, जिन पर उपकरण स्थापित है। हालांकि, प्रत्येक उपकरण को जमीन पर उतारने के लिए बोर्डों, अलमारियाँ और अन्य विद्युत संरचनाओं में, मुश्किल है, इसलिए, फ़्रेम, ग्राउंडिंग, स्लेज मोटर्स, यानी स्वयं संरचनाओं के ग्राउंडिंग तक सीमित है। उसी समय, उपकरण की स्थापना साइटों को सावधानीपूर्वक संरक्षित किया जाता है और तकनीकी पेट्रोलियम जेली के साथ चिकनाई की जाती है ताकि उपकरण शरीर और संरचना के बीच एक अच्छा संपर्क बना सके, फिर वे सुरक्षित रूप से बोल्ट या वेल्डेड होते हैं।
अपवाद कैबिनेट दरवाजे हैं, जहां धातु टिका में एक अच्छा संपर्क बनाया जाता है।
दीवारों के माध्यम से ग्राउंडिंग टायर के लिए मार्ग स्टील पाइप या क्लैंप के माध्यम से बनाया गया है। टायर के तापमान पर चौराहे पर जोड़ों क्षतिपूर्ति के लिए प्रदान करते हैं।
ग्राउंडिंग सपोर्ट और ब्रशिंग इंसुलेटर ईंट और प्रबलित कंक्रीट बिल्डिंग संरचनाओं पर स्थापित होते हैं, बोल्ट, फ्लैंग्स के साथ इंसुलेटर के फ्लैंग्स के लिए ग्राउंडिंग टायर का कनेक्शन करते हैं।
स्थापना के अंत में, भवन के अंदर सभी ग्राउंडिंग कंडक्टर को काले डामर लाह के साथ चित्रित किया जाता है, अस्थायी पोर्टेबल ग्राउंडिंग को जोड़ने के लिए इच्छित स्थानों को अप्रकाशित छोड़ दिया जाता है।
बाहरी विद्युत प्रतिष्ठानों में, बाहर की इमारतों में, साथ ही मिट्टी में, ग्राउंडिंग कंडक्टर जंग के अधीन होते हैं, इसलिए उनके न्यूनतम आयामों को विनियमित किया जाता है। प्रतिद्वंद्वी: गोल स्टील का व्यास कम से कम 6 मिमी होना चाहिए; पट्टी स्टील की मोटाई - 4 मिमी; टायर अनुभाग (राजमार्गों को छोड़कर) - 48 मिमी 2; पाइप की दीवारों की कोणीय स्टील की अलमारियों की मोटाई - 3 मिमी; 1 केवी तक वोल्टेज के साथ ओवरहेड लाइनों के तटस्थ तारों का क्रॉस सेक्शन: एल्यूमीनियम -10 और स्टील - 25 मिमी 2; वीएल टावरों पर स्टील सिंगल-वायर अर्थ अवरोही का व्यास 1 केवी तक 6 मिमी है, और वीएल पर 1 केवी -10 मिमी (मल्टी-वायर अवरोही का क्रॉस-अनुभागीय क्षेत्र 35 मिमी 2 है)।
बाहरी ग्राउंड लूप को वर्तमान में जमीन में फैलने के लिए कम से कम प्रतिरोध प्रदान करने के लिए डिज़ाइन किया गया है। इसमें ऊर्ध्वाधर अर्थिंग (तथाकथित ग्राउंडिंग इलेक्ट्रोड) और क्षैतिज कनेक्टिंग ग्राउंडिंग कंडक्टर होते हैं, जो ऊर्ध्वाधर से वेल्डेड होते हैं और उन्हें एक आम सर्किट में एकजुट करते हैं। उच्च विशिष्ट प्रतिरोधकता के साथ मिट्टी में, ग्राउंडिंग सर्किट या तो गहरी अर्थिंग से बनाया जाता है, 10-30 मीटर के लिए जमीन में डूबा हुआ होता है, या क्षैतिज विस्तारित सतह के साथ कई मीटर तक बीम की लंबाई के साथ होता है। बाहरी समोच्च की स्थापना 600-700 मिमी की गहराई के साथ खाइयों के अंकन और स्थापना के साथ शुरू होती है। छोटी मात्रा में काम के साथ, ट्रेंच डिवाइस को मैन्युअल रूप से संचालित किया जाता है, क्योंकि शक्तिशाली मशीनों का उपयोग लाभहीन है, और अन्य मामलों में वे भूमिगत उपयोगिताओं और अन्य बाधाओं के कारण बिल्कुल भी उपयोग नहीं किए जा सकते हैं, सबसे कम, कम-शक्ति तंत्र का उपयोग किया जाता है, उदाहरण के लिए, MTKM-120 माइक्रोट्रांसफर।
ग्राउंडिंग इलेक्ट्रोड को विभिन्न तरीकों से मिट्टी में डुबोया जाता है, स्थापना के दौरान मिट्टी और उसके राज्य की प्रकृति और आकार पर निर्भर करता है, स्थापना (पिघलना, जमे हुए) और कई अन्य कारकों के दौरान। कोणीय और अन्य प्रोफ़ाइल स्टील से इलेक्ट्रोड को जमीन में दबाया या दबाया जा सकता है, साथ ही साथ ड्रिल किए गए कुओं में भी रखा जा सकता है। गोल या मजबूत स्टील और पाइप से इलेक्ट्रोड विसर्जित किए जाते हैं, इसके अलावा, जमीन में पेंच करके। 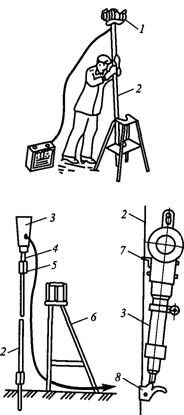
अंजीर। 11. एक घुड़सवार यांत्रिक या विद्युत थरथानेवाला के साथ ऊर्ध्वाधर ग्राउंडिंग इलेक्ट्रोड का रुकावट:
1 - वाइब्रेटर; 2 - सबमर्सिबल अर्थिंग; 3 इलेक्ट्रिक स्कूटर; 4 - प्लग-इन पीन; 5 - युग्मन; 6 - बाड़ के साथ बकरियां; 7 - गाइड कोण; 8-क्लिप
आमतौर पर स्थापना के सबसे तर्कसंगत तरीके हैं: पिघले और नरम मिट्टी के मामले में - रॉड इलेक्ट्रोड का इंडेंटेशन और पेंचिंग, ड्राइविंग और प्रोफाइल इलेक्ट्रोड का इंडेंटेशन; घनी मिट्टी में, किसी भी खंड के इलेक्ट्रोड की रुकावट; जमे हुए मिट्टी के लिए, यदि गहरी विसर्जन आवश्यक है - ड्रिल किए गए कुएं में बिछाने।
इलेक्ट्रोड की एक छोटी संख्या का विसर्जन मुख्य रूप से हाथ से किया जाता है: कभी-कभी 0.8 kW या इलेक्ट्रिक स्कूटर की क्षमता वाला एक हल्का वाइब्रेटर, एक या दो श्रमिकों के बल के साथ डूबे हुए इलेक्ट्रोड के साथ काम करने की स्थिति में स्थापित किया जाता है। इस तरह के विसर्जन की प्रक्रिया कई कारकों (मिट्टी के घनत्व और संरचना सहित) पर निर्भर करती है और अनिश्चित काल तक जारी रह सकती है या विसर्जन के स्थान को स्थानांतरित कर सकती है। इलेक्ट्रोड ड्राइविंग के लिए एक और उपकरण, जिसमें एक छोटा वाइब्रेटर भी होता है, को अंजीर में दिखाया गया है। 11।
ग्राउंडिंग इलेक्ट्रोड स्वतंत्र रूप से पाइप-हेड के माध्यम से ऊपरी हेड-होल्डर में स्टॉप तक डाला जाता है। फिर वाइब्रेटर को चालू किया जाता है, और इसके प्रत्येक वार के साथ, इलेक्ट्रोड को स्ट्राइकरों के बीच की खाई के बराबर गहराई में डुबोया जाता है, और पूरे उपकरण को उसके गुरुत्वाकर्षण की कार्रवाई के तहत उतारा जाता है। स्ट्राइकर्स के बीच की खाई को पुनरावृत्ति और लोचदार स्प्रिंग्स के बल द्वारा बहाल किया जाता है। जब डिवाइस, इलेक्ट्रोड के साथ एक साथ उतरता है, तो पृथ्वी की सतह के करीब पहुंचता है, वाइब्रेटर बंद हो जाता है और डिवाइस हटा दिया जाता है। यदि ग्राउंडिंग के विसर्जन की गहराई अपर्याप्त है, तो गोल स्टील के अगले टुकड़े को संचालित ग्राउंडिंग को वेल्डेड किया जाता है और ड्राइविंग प्रक्रिया को दोहराया जाता है।
खाई के नीचे से ऊपर उभरे इलेक्ट्रोड के छोरों को विद्युत या गैस वेल्डिंग की मदद से क्षैतिज अर्थिंग के साथ एक सर्किट में जोड़ा जाता है, कम अक्सर थर्माइट वेल्डिंग। जंग से बचाने के लिए, जमीन में वेल्ड सीम को गर्म कोलतार के साथ लेपित किया जाता है। इससे पहले, वेल्डेड जोड़ों का निरीक्षण किया जाता है और एक हथौड़ा के साथ टैप किया जाता है, गहरे गोले, दरारें और चिप्स की अनुपस्थिति के लिए नेत्रहीन जाँच की जाती है। खटखटाहट से यौगिकों को मुक्त करके उनकी ताकत की जांच करें। मोनोलिथ की शुद्ध ध्वनि की विशेषता, और तेजस्वी की अनुपस्थिति से, वे वेल्डिंग की अच्छी गुणवत्ता के बारे में आश्वस्त हैं।
कनेक्शनों की जांच करने के बाद, खाई को मिट्टी से ढक दिया गया है, और बाहरी ग्राउंड लूप से लीड आंतरिक से जुड़े हुए हैं। काम पूरा होने पर, स्थापना संगठन को निम्नलिखित तकनीकी दस्तावेज को स्वीकृति समिति को प्रस्तुत करना होगा: जैसा कि बनाया गया चित्र और चित्र ग्राउंड लूप तत्वों का स्थान दिखाते हैं; छिपे हुए कार्य करने के लिए कार्य करता है, विशेष रूप से ग्राउंडिंग और छिपे हुए ग्राउंडिंग कंडक्टर में; औद्योगिक आवृत्ति के प्रसार के लिए ग्राउंड लूप के प्रतिरोध को मापने के लिए प्रोटोकॉल; परियोजना द्वारा उपलब्ध कराए गए संभावित समान तत्वों और अन्य उपकरणों के सत्यापन के कार्य।
प्रत्येक ऑपरेटिंग ग्राउंडिंग डिवाइस को एक पासपोर्ट के साथ होना चाहिए जिसमें ग्राउंडिंग स्कीम, बुनियादी तकनीकी डेटा, इसकी स्थिति की जाँच के परिणामों के बारे में जानकारी, मरम्मत की प्रकृति और इस डिवाइस में किए गए परिवर्तन शामिल हैं।
खाइयों को बैकफिलिंग करने से पहले, कनेक्शन की गुणवत्ता की जांच करना और छिपे हुए कार्य के लिए निर्धारित रूप में एक अधिनियम तैयार करना आवश्यक है। चित्र को परियोजना से विचलन चिह्नित किया जाना चाहिए।
स्थापना कार्य के पूरा होने और कमीशन के दौरान, सभी उपकरणों का अच्छी तरह से निरीक्षण और जांच की जानी चाहिए; ईआईआर और परियोजना डेटा के साथ उनके अनुपालन को निर्धारित करने के लिए आवश्यक परीक्षण किए जाने चाहिए। यह सुरक्षात्मक कंडक्टरों के क्रॉस-सेक्शन, अखंडता और ताकत की जांच करता है, सभी कनेक्शन और कनेक्शन: यह प्राकृतिक ग्राउंडिंग को डिस्कनेक्ट किए बिना फैलाने के प्रतिरोध को मापता है।
ग्राउंड नेटवर्क की अखंडता और कनेक्शन के बिंदुओं पर उचित संपर्क की उपलब्धता की जांच करना सुविधाजनक है। वोल्टेज को 12 वी के एक माध्यमिक वोल्टेज के साथ एक रिओस्टेट और स्टेप-डाउन ट्रांसफार्मर के माध्यम से सर्किट के तहत आपूर्ति की जाती है, जिसे 300-500 वीए पर रेट किया जाता है। वर्तमान की अनुपस्थिति, एमीटर के तीर के दोलन या वर्तमान के एक छोटे से मूल्य के टूटने या खराब संपर्क का संकेत मिलता है। खराब संपर्क के स्थान पर, लाल गर्मी तक उत्पन्न होना या गर्म होना आमतौर पर होता है।
इंस्ट्रूमेंट ट्रांसफार्मर को माउंट करने से पहले, एक मेगा मीटर के साथ इन्सुलेशन की स्थिति की जांच करें, और तेल से भरे लोगों के लिए, तेल स्तर और तेल संकेतक के साथ टैंक की कनेक्टिविटी।
रेटेड वर्तमान 1500 ए और इसके बाद के संस्करण के माध्यम से टाइप के ट्रांसफार्मर उसी तरह से माउंट किए जाते हैं जैसे पास-थ्रू इंसुलेटर। परिवहन और स्थापना के दौरान वर्तमान ट्रांसफार्मर की द्वितीयक वाइंडिंग को उपकरणों या रिले की वर्तमान वाइंडिंग को जोड़ने से पहले शॉर्ट-सर्कुलेट किया जाना चाहिए। इंस्ट्रूमेंट ट्रांसफॉर्मर बढ़ते समय, द्वितीयक वाइंडिंग के टर्मिनलों में से एक ग्राउंड लूप से जुड़ा होता है।
इनडोर स्विचगियर में तेल से भरे हुए एप्रटेज लगाए जाते हैं ताकि ऑयल ड्रेन प्लग और ऑयल लेवल गेज सर्विस कॉरिडोर का सामना करें।
बैटरी की स्थापना से पहले, इसकी डिलीवरी की पूर्णता और भागों की गुणवत्ता की जांच की जाती है। बैटरियों प्रकार सी और एसके बिना आपूर्ति के हैं। बढ़ते बैटरी (बर्तन, प्लेट, विभाजक, स्प्रिंग्स, गास्केट, कनेक्टिंग प्लेट, इन्सुलेटर, आदि) के लिए आवश्यक भागों और भागों को लकड़ी के बक्से में पैक किया जाता है। सी -16 और सीके -16 और ऊपर से लकड़ी के टैंकों से, सीसा के साथ मानक आकार के सी -14 और सीके -14 के समावेशी ग्लास जहाजों के साथ आपूर्ति की जाती है। विभिन्न ध्रुवीयता की प्लेटों के बीच शॉर्ट सर्किट को रोकने के लिए, विशेष विभाजक स्थापित किए जाते हैं, जो प्लाईवुड 1.6 मिमी मोटी और दूरी की छड़ें 8.5 मिमी मोटी से इकट्ठे होते हैं।
बैटरी के सेट में शामिल हैं: प्लेट, विभाजक और पिन, इन्सुलेटर, गास्केट (सीसा या पॉलीविनाइल क्लोराइड), स्प्रिंग्स (सीसा या विनाइल प्लास्टिक) के साथ चिपक जाता है। कपलिंग रबर प्लेटों में फ्रेम में दरारें और छिद्र नहीं होने चाहिए और क्षैतिज पुलों में, ढीली ढलान वाली सक्रिय परत, प्लेटों की सतह पर सल्फेट का नेतृत्व करना चाहिए। नकारात्मक प्लेटों में प्लेटों के भीतर दरारें और गुहाएं नहीं होनी चाहिए, 2 वर्ग मीटर से अधिक के कुल क्षेत्रफल के साथ दो से अधिक ग्रिड टूटना। मिमी, प्लेट को पकड़े हुए रिवेट्स को ढीला करें।
विकृत प्लेटों को सीधा करने की आवश्यकता होती है, जिसके लिए प्लेट को दो नियोजित सलाखों के बीच रखा जाता है और पट्टियों पर भार डालते हैं, जिससे प्लेट्स संरेखित होती हैं। कई प्लेटों के एक साथ संपादन की अनुमति है। स्थापित करें और निम्न क्रम में बैटरी को इकट्ठा करें।
स्थापना ड्राइंग के अनुसार रैक का लेआउट और स्थापना। एक नियम के रूप में, पहली कक्षा के पाइनवुड के लकड़ी के रैक का उपयोग किया जाता है। लकड़ी के रैक 120 x 50 मिमी के एक खंड के साथ सलाखों से बने होते हैं। रैक की लंबाई बैटरी की संख्या और प्रकार पर निर्भर करती है, लेकिन 6 मीटर से अधिक नहीं होनी चाहिए। रैक लकड़ी के बेडसाइड टेबल और ग्लास इन्सुलेटर टाइल (छवि 12) पर स्थापित किए जाते हैं।
बेडसाइड टेबल प्रकार C-1 और CK-1 से C-20 और CK-20 बैटरी के लिए हैं - 70 x 70 x 50 मिमी और CK-24 से C-148 और CK-148 तक - 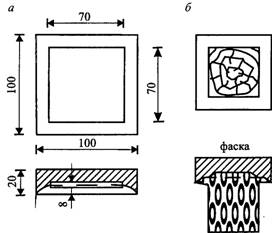
अंजीर। 12. लकड़ी के बेडसाइड टेबल ग्लास टाइल्स के साथ:
और - एक ग्लास टाइल इन्सुलेटर; b- टाइल्स के साथ लकड़ी का बेडसाइड टेबल
130 x 130 x 50 मिमी। ग्लास टाइल्स के आयाम क्रमशः 100 x 100 x 20 मिमी और 160 x 160 x 20 मिमी हैं।
इसे चैनल स्टील से धातु ठंडे बस्ते में डालने की भी अनुमति है। धातु के रैक को ठोस इलेक्ट्रिक वेल्ड के साथ वेल्डेड किए जाने वाले भागों की मोटाई के बराबर मोटाई के साथ बनाया जाना चाहिए। धातु ठंडे बस्ते के तख्ते के बन्धन को बोल्ट एम 10 एक्स 30, एक बोल्ट को इन्सुलेटर के साथ किया जाना चाहिए।
उनकी दो तरफा व्यवस्था के साथ बैटरी की पंक्तियों के बीच गलियारे की चौड़ाई कम से कम 1 मीटर होनी चाहिए और एक तरफा 0.8 मीटर से कम नहीं होनी चाहिए, बैटरी और दीवार के बीच की दूरी 0.15 मीटर से कम नहीं होनी चाहिए। कठोर को सख्ती से क्षैतिज रूप से स्थापित किया जाना चाहिए। स्थापना को स्तर पर समायोजित किया जाना चाहिए।
इंसुलेटर को चौड़ा आधार स्थापित किया जाना चाहिए। प्रत्येक इन्सुलेटर के शीर्ष आधार पर 0.5-1 मिमी की मोटाई के साथ एक सीसा या पीवीसी वॉशर लगाए। उसके बाद, अपने स्तर पर एक संकेत के साथ इन्सुलेटर पर जहाजों की स्थापना। जहाजों और इन्सुलेटरों के बीच अतिरिक्त सीसा या पीवीसी वाशर बिछाने से जहाजों का संरेखण किया जाता है। एक पंक्ति में कांच के जहाजों के बीच की दूरी C-1 और CK-1 से C-5 और CK-5 की बैटरी के लिए 30 मिमी होनी चाहिए; 65 मिमी - सी -6 और एससी -6 से सी -14 और एससी -14। लकड़ी के टैंकों के बीच की दूरी 30 मिमी होनी चाहिए।
जहाजों और टैंकों को स्थापित करने के बाद, बैटरी को कट-आउट टेम्पलेट्स का उपयोग करके इकट्ठा किया जाता है जिसमें प्लेटों की पूंछ शामिल होती है। टेम्पलेट्स का उपयोग यह सुनिश्चित करता है कि प्लेटों को एक दूसरे से समान दूरी पर सही ढंग से रखा गया है। बैटरी के प्रकार के साथ पैटर्न का आकार भिन्न होता है।
प्लेट ब्रेज़िंग को 12 वी के वोल्टेज और 100-200 ए के अनुमेय वर्तमान के साथ प्रत्यक्ष या वैकल्पिक चालू में किया जा सकता है, लेकिन हाइड्रोजन पिघलने से सीसा सोल्डरिंग सबसे व्यापक है, जिसमें उच्च तापमान होता है, जिससे सतह पर कोई ऑक्साइड नहीं बनता है। पैटर्न को हटाने के बाद, सोल्डरिंग की गुणवत्ता और सकारात्मक और नकारात्मक प्लेटों के बीच शॉर्ट सर्किट की अनुपस्थिति की जांच करें। फिर विभाजक स्थापित करें।
यह इलेक्ट्रोलाइट तैयार करने और एसपीई -1 जैसी जटिल स्थापना के माध्यम से बैटरी कोशिकाओं में डालने की सिफारिश की जाती है। इलेक्ट्रोलाइट का उपयोग करने के लिए स्थापना की अनुपस्थिति में लकड़ी के टैंकों का उपयोग किया जाता है, लीड के साथ पंक्तिबद्ध, या प्रतिरोधी प्लास्टिक से बने टैंक। इलेक्ट्रोलाइट और अन्य काम को एसिड के साथ पतला करते समय, रबर के गलाश, दस्ताने, एप्रन, काले चश्मे और विशेष ऊनी कपड़ों का उपयोग किया जाना चाहिए। त्वचा के अम्लीय क्षेत्रों को फ्लश करने के लिए, पीने या शुद्ध सोडा का 5% समाधान तैयार करना आवश्यक है। इलेक्ट्रोलाइट को पतला करते समय, आसुत जल को पहले टैंक और फिर एसिड में डाला जाता है। एसिड में पानी डालना प्रतिबंधित है।
बैटरी भरने से पहले, ग्राहक और विद्युत स्थापना संगठन के प्रतिनिधियों से मिलकर आयोग बैटरी विधानसभा की गुणवत्ता, हीटिंग और वेंटिलेशन सिस्टम के स्वास्थ्य, चार्जर की तत्परता की जांच करता है, और भरने के लिए बैटरी की तत्परता का कार्य करता है।
इसकी तैयारी के दौरान इलेक्ट्रोलाइट का तापमान 40 डिग्री सेल्सियस से अधिक नहीं होना चाहिए। इलेक्ट्रोलाइट की आवश्यक मात्रा की गणना बैटरी के प्रकार, कोशिकाओं की संख्या के आधार पर की जाती है, जो गठन और चार्ज / डिस्चार्ज के दौरान बैटरी को टॉप करने के लिए इलेक्ट्रोलाइट की कुल मात्रा के 15-20% की अतिरिक्त खपत को ध्यान में रखते हैं। डाला इलेक्ट्रोलाइट का घनत्व 20-30 डिग्री सेल्सियस के तापमान पर 1.18 ग्राम / सेमी 3 तक बढ़ाया जाना चाहिए। डालने पर इलेक्ट्रोलाइट स्तर प्लेटों से 10-15 सेमी ऊपर होना चाहिए। गठन की प्रक्रिया के दौरान और बैटरी के बाद के आरोपों के दौरान बैटरी से इलेक्ट्रोलाइट वाष्पीकरण को कम करने के लिए, इसके सभी तत्वों को 5-7 मिमी के चश्मे के साथ बंद करना आवश्यक है, विशेष रूप से इस प्रयोजन के लिए कटौती वाहिकाओं या टैंकों के आंतरिक आयामों से छोटा है।
डालने के बाद, प्लेटों को गलने से रोकने के लिए बैटरी को 6 घंटे बाद नवीनतम पर चार्ज किया जाना चाहिए। बैटरी के निर्माण के दौरान चार्जिंग चालू 7 ए प्रति प्लेट प्रकार I-1,10 ए-प्रति प्लेट प्रकार I-2 और 18 ए-प्रति प्लेट प्रकार I-4 से अधिक नहीं होना चाहिए। उदाहरण के लिए, टाइप I-4 की नौ पॉजिटिव प्लेट्स वाली SK-36 की बैटरियों के लिए, गठन का चार्जिंग चार्ज 18x9 = 162 A है।
बैटरी का गठन निम्नलिखित क्रम में किया जाता है: 25 घंटे तक लगातार चार्ज; 1 घंटे के लिए ब्रेक (चार्ज इकाई से बैटरी को डिस्कनेक्ट करना); चार्ज की निरंतरता, जिसके दौरान बैटरी को रेटेड क्षमता आदि की सूचना दी जाती है। 1 घंटे के लिए विराम के साथ ऐसे आंशिक शुल्क गठन के अंत तक जारी रहते हैं। गठन के दौरान बैटरी को लगाया गया कुल चार्ज, बैटरी की क्षमता के दस गुना के बराबर होना चाहिए।
गठन चार्ज का अंत निम्नलिखित विशेषताओं के अनुसार स्थापित किया गया है: तत्वों का वोल्टेज 2.5-2.75 वी तक पहुंच गया है और 2-3 घंटों के लिए नहीं बदलता है; इलेक्ट्रोलाइट का घनत्व 1.2-1.21 g / cm3 के बराबर था और 2-3 घंटों के भीतर नहीं बदलता है; जब एक घंटे के ब्रेक के बाद बैटरी को चार्ज के लिए चालू किया जाता है, तो गैसों को जारी किया जाता है ("उबलते")।
बैटरी के निर्माण के दौरान, समय-समय पर सभी कोशिकाओं में इलेक्ट्रोलाइट के वोल्टेज और घनत्व को मापना और माप लॉग में माप परिणामों को रिकॉर्ड करना आवश्यक है। इसके अलावा, इलेक्ट्रोलाइट के तापमान की जांच करना आवश्यक है, इसे 40 डिग्री सेल्सियस से ऊपर नहीं बढ़ने देना। जब तापमान बढ़ता है, तो चार्जिंग प्रवाह अस्थायी रूप से घट जाता है जब तक कि इलेक्ट्रोलाइट का तापमान 30 डिग्री सेल्सियस तक गिर जाता है।
बैटरी के गठन की समाप्ति के बाद निर्वहन को नियंत्रित किया जाता है। डिस्चार्ज को 10-घंटे के मोड के साथ तरल अवरोधक का उपयोग करके किया जाता है। जैसे ही कम से कम एक तत्व पर वोल्टेज 1.8 V से कम होता है, निर्वहन बंद हो जाता है। नियंत्रण निर्वहन के दौरान, प्रत्येक तत्व पर वोल्टेज को हर घंटे मापा जाना चाहिए और नियंत्रण तत्वों पर इलेक्ट्रोलाइट तापमान को मापा जाना चाहिए। वास्तविक बैटरी क्षमता को डिस्चार्ज करंट और डिस्चार्ज टाइम के उत्पाद के रूप में परिभाषित किया गया है। यदि प्राप्त की गई वास्तविक क्षमता 10-घंटे मोड की नाममात्र क्षमता के बराबर या उससे अधिक है, तो बैटरी को पूर्ण स्थापना माना जाता है और ऑपरेशन के लिए रखा जाता है। बैटरी की कमीशनिंग अधिनियम द्वारा जारी की जाती है।
बैटरी की स्थापना बैटरी के कमरे में सभी निर्माण और परिष्करण कार्यों के पूर्ण होने के बाद ही शुरू की जा सकती है और भवन संगठन के अधिनियम के अनुसार विद्युत स्थापना अनुभाग के प्रतिनिधि की भागीदारी के साथ ऑपरेटिंग संगठन द्वारा इसकी स्वीकृति। स्थापना और परिष्करण कार्यों के लिए परिसर को स्वीकार करने से पहले, विद्युत स्थापना अनुभाग को बसबारों के लिए संरचनाएं स्थापित करनी चाहिए, प्रकाश तारों को बिछाना चाहिए, फांसी के लैंप के लिए हुक को ठीक करना चाहिए और मार्ग प्लेट के लिए एक फ्रेम स्थापित करना चाहिए।
बैटरी के परिसर को निम्नलिखित बुनियादी आवश्यकताओं को पूरा करना चाहिए: कमरे को धूल, गंदगी और धुएं से अलग किया जाना चाहिए; कमरे के दरवाजे और बरोठा बाहर की तरफ खुलने चाहिए और ताले होंगे जो बिना चाबी के अंदर से खुले होंगे; फर्श को एक ठोस आधार पर बनाया जाना चाहिए और बिटुमेन के साथ 8-10 मिमी की गहराई से भरा, लगभग 8 मिमी की टाइलों के बीच एक सीम के साथ एसिड-प्रतिरोधी टाइलों के साथ कवर किया जाना चाहिए। दीवारों, छत, दरवाजे और खिड़की के फ्रेम को दो बार एसिड-प्रतिरोधी पेंट से चित्रित किया जाना चाहिए। कमरे में एक पूर्ण और परीक्षण-संचालन आपूर्ति और निकास वेंटिलेशन होना चाहिए; धातु के वेंटिलेशन नलिकाओं को बाहर और अंदर एक एसिड-प्रतिरोधी पेंट के साथ चित्रित किया जाना चाहिए, निकास प्रणाली के चूषण उद्घाटन नलिकाओं के ऊपरी और निचले हिस्सों में होना चाहिए।
बैटरी रूम में हीटिंग होना चाहिए, जो सर्दियों में तापमान 10-15 ° С से कम नहीं सुनिश्चित करता है। इसके साथ ही बैटरी रूम के साथ, एक अलग कमरे ("अम्लीय") को पूरा किया जाना चाहिए और भंडारण के लिए सौंप दिया जाना चाहिए, आसुत जल, विभाजक, साथ ही इलेक्ट्रोलाइट की तैयारी के लिए सामान।
इस प्रक्रिया में, भंडारण बैटरी हाइड्रोजन का उत्सर्जन करती है, जो हवा के ऑक्सीजन के साथ मिलकर एक विस्फोट गैस बनाती है, इसलिए भंडारण बैटरी के कमरे को एक विशेष मंच के साथ सबस्टेशन के बाकी हिस्सों से अलग किया जाना चाहिए और शक्तिशाली निकास वेंटिलेशन के साथ सुसज्जित किया जाना चाहिए। बैटरी के कमरे में कोई उपकरण और एपराट्यूस नहीं होना चाहिए जो स्पार्क (बिजली की भट्टियां, स्विच, आदि) का कारण बन सकते हैं, और बैटरी के सभी प्रवाहकीय बसबारों में बोल्ट वाले संपर्क नहीं होने चाहिए (केवल वेल्डेड की अनुमति है)। केबल, टायर और तार बैटरी के बाहर बसबार से जुड़े होते हैं, जहां बसबार को एक विशेष पास-थ्रू प्लेट के माध्यम से बाहर लाया जाता है। बैटरी के ताप को केवल कैलोरी की अनुमति है। खुली आग के साथ कमरे में प्रवेश सख्त वर्जित है।
बस-बार, ड्राइव-थ्रू प्लेट और बैटरी लाइटिंग की स्थापना इंसुलेटर और टायरों को जोड़ने के लिए संरचनाओं के निर्माण के साथ शुरू होती है, जिसे बैटरी तैयार होने से पहले MZU में ऑर्डर और निर्मित किया जाना चाहिए। एक बार प्रकाश (ग्रे) एसिड-प्रतिरोधी पेंट में डिजाइन को कार्यशालाओं में चित्रित किया जाना चाहिए। ड्राइंग के अनुसार संरचनाओं की स्थापना साइटों के अंकन, साथ ही साथ संरचनाओं की स्थापना और बन्धन को कमरे में चित्रित करने से पहले किया जाता है। परिसर के संशोधन के साथ एक साथ संरचनाओं की स्थापना के बाद, उनकी माध्यमिक पेंटिंग बाहर की जाती है।
परिष्करण कार्य से पहले प्रवेश प्लेट को ठीक करने के लिए डिजाइन भी स्थापित किया गया है। बैटरी फीडर प्लेट्स विद्युत स्थापना कारखानों द्वारा निर्मित और 108 कोशिकाओं की बैटरी के लिए चार टर्मिनलों के साथ आपूर्ति की जाती हैं; 120,128 या 140 कोशिकाओं से बैटरी के लिए पांच (सबस्टेशन के लिए); मौलिक स्विच और रिमोट कंट्रोल के साथ बैटरी के लिए; लीड प्लेट 10 (DP-10), 11 (DP-11), 16 (DP-16), 20 (DP-20) और 23 (DP-23) आउटपुट पर निर्मित होती हैं।
प्लेट प्लेटें इलेक्ट्रोलाइट वाष्प के लिए प्रतिरोधी होनी चाहिए। वे पैराफिन-गर्भवती एस्बेस्टस सीमेंट, इबोनाइट या विनाइल प्लास्टिक से बने होते हैं। फीडरथ प्लेट और तत्व स्विचबोर्ड के बीच और डीसी ढाल और तत्व स्विचबोर्ड के बीच विद्युत संबंध तांबे के कंडक्टर के साथ एकल-कोर और दो-कोर केबल से बने होते हैं।
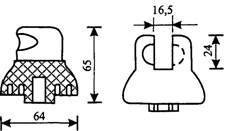
अंजीर। 13. आइसोलेटर प्रकार IAB
बढ़ते टायरों के लिए इंसुलेटर टाइप IAB का इस्तेमाल प्लास्टिक से बना या प्रबलित पोर्सिलेन इंसुलेटर टाइप FAB से होता है। इन्सुलेटर प्रकार IAB एक एमएल बोल्ट 0 x 25 मिमी के साथ संरचना से जुड़ा हुआ है। इन्सुलेटर हेड (छवि 13) के संगत मोड़ द्वारा राउंड टायर को इन्सुलेटर में तय किया जाता है। एफएबी इंसुलेटर में संरचना के बन्धन के लिए एम 10 एक्स 40 थ्रेड के साथ एक पिन है और राउंड टायर को बन्धन के लिए एक क्लिप है। बसबर्स को सीए -3, टीएस -3, टीएफ -3 के प्रकार के इन्सुलेटर के साथ भी बांधा जा सकता है। हालाँकि, इस मामले में, इंसुलेटर के इसी सुदृढीकरण को बनाया जाना चाहिए।
इन्सुलेटर और उनके फिटिंग, सहायक संरचनाओं और बन्धन भागों को इलेक्ट्रोलाइट वाष्प के लंबे समय तक जोखिम के लिए प्रतिरोधी होना चाहिए। ग्राउंडिंग बसबार डिजाइन नहीं होना चाहिए।
टायर तांबे या स्टील की परियोजना के अनुसार यांत्रिक कार्यशालाओं में खरीदे जाते हैं। बिछाने के बाद तांबे के बसबारों को सोल्डरिंग या वेल्डिंग द्वारा परस्पर जोड़ा जाता है, और स्टील के टायरों को वेल्डिंग द्वारा ही बनाया जाता है। बिछाने और सभी कनेक्शन बनाने के बाद, टायर को एक एसिड-प्रतिरोधी तामचीनी पेंट के साथ चित्रित किया गया है: सकारात्मक ध्रुव लाल है और नकारात्मक ध्रुव नीला है।
कमरे की पेंटिंग करने से पहले, फिटिंग की फिटिंग के लिए बैटरी की कटाई और वायरिंग करना और हुक लटकाने के लिए हुक लगाना। VVG, VRG, SRG के साथ लाइटिंग वायरिंग की जाती है। कमरे को पेंट करने के बाद लैंप निलंबित हो जाते हैं। उन्हें लीकप्रूफ और विस्फोट प्रूफ होना चाहिए।
सबस्टेशनों पर गैसों के आंतरिक पुनर्संयोजन के साथ बैटरी का उपयोग स्थापना प्रक्रिया और उनके संचालन की प्रक्रिया दोनों को बहुत सरल करता है।
बैटरियों को लकड़ी या धातु के रैक (चित्र 14) या धातु अलमारियाँ पर रखा जाता है। उनकी विधानसभा की गुणवत्ता की जाँच की जाती है और फर्श की अनियमितता को समाप्त किया जाता है। स्थापना से पहले, डिब्बे को नुकसान और प्रत्येक इनपुट पर सुरक्षात्मक टोपी की उपस्थिति की पहचान करने के लिए बैटरी का निरीक्षण किया जाता है।
तत्वों के कनेक्शन समान लंबाई और क्रॉस सेक्शन के होने चाहिए। शिकंजा M8 का कस बल 15-17 एनएम से अधिक नहीं है। चूंकि लंबे समय तक भंडारण के दौरान बैटरी का स्व-निर्वहन अलग-अलग परिवेश के तापमान पर 3 से 8% तक होता है, इसलिए बैटरी को चालू करंट से 0.1-0.20 तक कम से कम 96 घंटे तक और कमिशनिंग से पहले चार्ज किया जाना चाहिए - 48 घंटे के भीतर 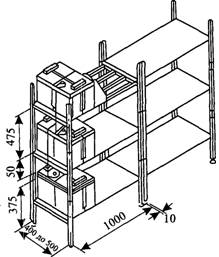
अंजीर। 14. रैक पर बैटरी स्थापित करना
बैटरी के साथ काम करते समय, निम्नलिखित नियमों का पालन करें।
सुरक्षा में निर्देश दिए गए कर्मियों द्वारा बैटरी रखरखाव की अनुमति है। यह याद रखना चाहिए कि बैटरी में हमेशा बिजली होती है, चाहे वह किसी एकल कक्ष या पूरी बैटरी पर वोल्टेज की हो।
बैटरी के साथ काम करते समय, धातु की वस्तुओं के टर्मिनलों पर गिरने या गिरने के साथ आकस्मिक संपर्क की संभावना या संभावना को बाहर करना आवश्यक है, जिससे शॉर्ट सर्किट हो सकता है और शारीरिक चोट लग सकती है।
बैटरियों में ओवरपेसर वाल्व होते हैं। उनसे उत्सर्जन विस्फोटक हो सकता है। यदि बैटरी का मामला क्षतिग्रस्त है और एक जिलेटिनस इलेक्ट्रोलाइट फर्श पर गिर जाता है, तो इसे पानी से धोया जाना चाहिए या तुरंत रेत और चूरा से भरा होना चाहिए, अच्छी तरह से मिलाया और हटा दिया जाना चाहिए।
जब बैटरी के साथ काम करते हैं, तो अज्ञात वर्तमान-ले जाने और जीवित भागों के साथ कर्मियों के आकस्मिक संपर्क के खिलाफ सावधानी बरती जाती है।
भंडारण, स्थापना और निराकरण के दौरान बैटरी का स्थानांतरण उपकरणों का उपयोग करके सावधानीपूर्वक किया जाता है जो बैटरी की सुरक्षा सुनिश्चित करते हैं, साथ ही लोगों की सुरक्षा और उनके काम करने की स्थिति को सुविधाजनक बनाते हैं।
बैटरी के साथ काम करते समय, आपको सिंथेटिक सामग्री से बने कपड़े नहीं पहनने चाहिए, क्योंकि यह स्थैतिक बिजली का चार्ज जमा करता है।
गैर-रेखीय सर्ज सप्रेसर्स (बन्दी) स्पार्क गैप के बिना बन्दी होते हैं और विद्युत उपकरण इन्सुलेशन की रक्षा के लिए डिज़ाइन किए जाते हैं। एक सर्ज अरेस्टर का सक्रिय हिस्सा एक अत्यधिक रैखिक वर्तमान-वोल्टेज विशेषता के साथ धातु ऑक्साइड nonlinear प्रतिरोधों (MHP) के होते हैं। वे वायुमंडलीय प्रदूषण (एसपीडी) के मध्यम और बढ़ी हुई डिग्री वाले क्षेत्रों के लिए किसी भी वाल्व डिस्चार्जर्स के बजाय उपयोग किए जाते हैं, जो इंटरपेज़ इन्सुलेशन दूरी (सीएनआर) को कम करने के लिए स्विचगियर (आरएफ) का उपयोग करते हैं, साथ ही तटस्थ बिजली ट्रांसफार्मर 110-220 में स्थापित वाल्व डिस्चार्जर्स के बजाय kV (OPNN-220 kV), आदि।
स्थापना से पहले बन्दी की तकनीकी स्थिति की जाँच करना यांत्रिक क्षति और इन्सुलेशन के संदूषण की पहचान करने के लिए एक बाहरी निरीक्षण शामिल है। इसके अलावा, बन्दी के माध्यम से धारा का प्रभावी मान +30 ° C से अधिक नहीं परिवेश के तापमान पर मापा जाता है। एक सर्ज अरेस्टर को ऑपरेशन के लिए उपयुक्त माना जाता है अगर कंडक्शन का परिमाण पासपोर्ट में निर्दिष्ट मूल्य से अधिक न हो। औद्योगिक आवृत्ति के लागू वोल्टेज, उदाहरण के लिए OPN-146 / 600-1ULL1, 146 केवी होना चाहिए, और अनुमेय वर्तमान -1.2 mA है।
यदि बन्दी ने परीक्षण पास कर लिया है, तो उसे स्थापित करने की अनुमति है। इसके अलावा, इन्सुलेशन टायर की अखंडता और धातु संरचनाओं के इलेक्ट्रोप्लेटिंग से समझौता नहीं किया जाना चाहिए। 5-10% की साबुन एकाग्रता के साथ एक साबुन समाधान के साथ इन्सुलेट खोल के संदूषण को समाप्त किया जाता है।
बन्दी को नीचे स्टड का उपयोग करके एक चैनल बार या ट्रैवर्स पर रखा जाता है, लेकिन यह नट को अनसर्क करने के लिए निषिद्ध है जो नीचे के कवर को सुरक्षित करता है। ग्राउंडिंग कंडक्टर निचले निकला हुआ किनारा के संपर्क आउटलेट से जुड़ा हुआ है, और संभावित तार के क्लिप-केबल के एक मानक का उपयोग करके ऊपरी निकला हुआ किनारा के संपर्क आउटपुट के लिए है।

मानक स्विच का संचालन करते समय, आप केवल लैंप की अधिकतम चमक प्राप्त कर सकते हैं। लेकिन ऐसे हालात हैं ...

एसी पावर सर्किट में धाराओं को मापने के लिए वर्तमान ट्रांसफार्मर का उपयोग किया जाता है। वे दोनों श्रृंखलाओं में लागू होते हैं ...

सबसे अच्छा ध्रुवीकृत धूप का चश्मा विभिन्न रूपों और कार्यों में उपलब्ध हैं, उच्च की सभी उपलब्धियों के साथ ...
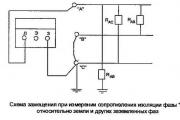
वायरिंग की समस्याओं के दौरान, मरम्मत कार्य के दौरान और बाद में केबल को चालू करते समय - इन सभी मामलों में ...

ऐसी कई परिस्थितियां हैं जहां यह जानना उपयोगी होगा कि मल्टीमीटर के साथ प्रतिरोध को कैसे मापें और क्या कोई अंतर है कि कैसे ...
शिक्षा की स्थापना "स्मारक राज्य का संग्रह" विद्युत स्रोत के इलेक्ट्रो-बढ़ते बिजली की निकासी ...

स्टेटर चरण घुमावदार में ओपन सर्किट। यदि दोनों चरण टूट गए हैं, तो जनरेटर बिल्कुल काम नहीं करेगा। यदि आप ...

व्लादिमीर Malafeev प्रमाणित व्यापार कोच। वह जानता है कि हर किसी के लिए इसे समझना बहुत मुश्किल है ...।
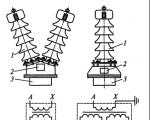
उद्देश्य के आधार पर, विभिन्न कनेक्शन आरेखों के साथ वोल्टेज ट्रांसफार्मर का उपयोग किया जा सकता है ...

हर कोई जानता है कि कारें जल्दी या बाद में टूट जाती हैं। लेकिन कभी-कभी एक मोटर चालक को इस तरह की समस्या का सामना करना पड़ता है ...
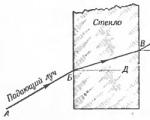
प्रकाश की एक किरण, एक पारदर्शी माध्यम से दूसरे में जा रही है, अपनी दिशा बदलती है, या, जैसा कि वे कहते हैं, ...
एक अतुल्यकालिक मोटर के प्रदर्शन को दक्षता की निर्भरता कहा जाता है yn, ...
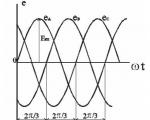
संघीय शिक्षा के लिए एजेंसी GOU VPO "यूराल राज्य तकनीकी विश्वविद्यालय -...
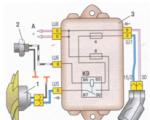
आज, प्रौद्योगिकी के इतनी तेजी से विकास के साथ, यह जानना बहुत महत्वपूर्ण है कि कार इलेक्ट्रिकल सर्किट कैसे पढ़ें। और नहीं ...
अब कई सूचना संपीड़न एल्गोरिदम हैं। उनमें से ज्यादातर व्यापक रूप से जाने जाते हैं, लेकिन वहाँ हैं ...
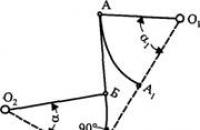
एक खाई में केबल बिछाने। बिछाने के प्रकार: भू-संबंधी सेवाएं। विद्युत उपकरण और नेटवर्क की स्थापना ...