









Minecraft में सीढ़ी कैसे बनाएं
प्राचीन काल से ही लोग ऊँचे चढ़कर अपने आस-पास के लोगों से ऊपर उठने की कोशिश करते रहे हैं। उन्होंने उत्थान के लिए कई अलग-अलग तरीकों का आविष्कार किया...
चित्र में. 2.21. दाहिने हाथ के नियम: अंगूठे-अक्ष का उपयोग करके सीएनसी मशीन के समन्वय अक्षों की परिभाषा प्रस्तुत की गई है एक्स, तर्जनी - अक्ष यू, मध्यमा उंगली - अक्ष जेड. मशीन के समन्वित आंदोलनों को निर्धारित करने के लिए, दाहिने हाथ के पिछले हिस्से को मानसिक रूप से संसाधित किए जा रहे वर्कपीस विमान पर रखा जाता है ताकि मुड़ी हुई मध्य उंगली उपकरण के रोटेशन की धुरी के साथ मेल खाए।
|
सीएनसी मशीन के किसी भी मालिक को सॉफ्टवेयर चुनने के सवाल का सामना करना पड़ता है। ऐसे तकनीकी उपकरणों के लिए उपयोग किया जाने वाला सॉफ़्टवेयर बहुक्रियाशील और उपयोग में आसान होना चाहिए। लाइसेंस प्राप्त सॉफ़्टवेयर उत्पाद खरीदने की सलाह दी जाती है। इस मामले में, सीएनसी मशीनों के कार्यक्रम स्थिर नहीं होंगे, जिससे उत्पादन प्रक्रियाओं की दक्षता में वृद्धि होगी।
सॉफ़्टवेयर का चुनाव काफी हद तक उपकरण के प्रकार और उन कार्यों पर निर्भर करता है जिन्हें उपयोगकर्ता हल करना चाहता है। हालाँकि, ऐसे सार्वभौमिक प्रोग्राम हैं जिनका उपयोग लगभग सभी प्रकार की सीएनसी मशीनों के लिए किया जा सकता है। सबसे व्यापक रूप से उपयोग किए जाने वाले उत्पाद हैं:

1.
. यह सॉफ़्टवेयर पैकेज मशीन टूल्स पर निर्मित उत्पादों के मॉडलिंग और डिज़ाइन के लिए विकसित किया गया था। यह फ्लैट चित्रों से स्वचालित रूप से मॉडल तैयार करने के कार्य से सुसज्जित है। ArtCAM सॉफ़्टवेयर पैकेज में रचनात्मक उत्पादों को डिज़ाइन करने और जटिल स्थानिक राहतें बनाने के लिए सभी आवश्यक उपकरण शामिल हैं।
यह ध्यान देने योग्य है कि यह सॉफ़्टवेयर आपको सरल तत्वों से भविष्य के उत्पादों के लिए डिज़ाइन बनाने के लिए त्रि-आयामी टेम्पलेट्स का उपयोग करने की अनुमति देता है। इसके अलावा, प्रोग्राम उपयोगकर्ता को एक राहत को दूसरे में डालने की अनुमति देता है, जैसा कि दो-आयामी ड्राइंग में होता है।

2.
यूनिवर्सल कंट्रोल प्रोग्राम LinuxCNC। इस सॉफ़्टवेयर का कार्यात्मक उद्देश्य सीएनसी मशीन के संचालन को नियंत्रित करना, एक पार्ट प्रोसेसिंग प्रोग्राम को डीबग करना और बहुत कुछ करना है।
एक समान सॉफ़्टवेयर पैकेज का उपयोग मशीनिंग केंद्रों, मिलिंग और लेथ और थर्मल या लेजर कटिंग मशीनों के लिए किया जा सकता है।
इस उत्पाद और अन्य सॉफ़्टवेयर पैकेजों के बीच अंतर यह है कि इसके डेवलपर्स ने इसे आंशिक रूप से ऑपरेटिंग सिस्टम के साथ जोड़ दिया है। इसके लिए धन्यवाद, LinuxCNC प्रोग्राम में उन्नत कार्यक्षमता है। आप डेवलपर की वेबसाइट पर इस उत्पाद को पूरी तरह से निःशुल्क डाउनलोड कर सकते हैं। यह इंस्टॉलेशन पैकेज और लाइफसीडी दोनों के रूप में उपलब्ध है।
इस सॉफ़्टवेयर का उपयोगकर्ता इंटरफ़ेस सहज और सुलभ है। सॉफ़्टवेयर के सुचारू रूप से कार्य करने के लिए, आपके कंप्यूटर की हार्ड ड्राइव में कम से कम 4 गीगाबाइट खाली मेमोरी होनी चाहिए। LinuxCNC प्रोग्राम का विस्तृत विवरण इंटरनेट पर निःशुल्क उपलब्ध पाया जा सकता है।

3.
. इस सॉफ़्टवेयर के दुनिया भर में प्रशंसकों की एक विशाल सेना है। सॉफ्टवेयर का उपयोग मिलिंग, टर्निंग, उत्कीर्णन और अन्य प्रकार की सीएनसी मशीनों को नियंत्रित करने के लिए किया जाता है। यह सॉफ़्टवेयर पैकेज विंडोज़ ऑपरेटिंग सिस्टम चलाने वाले किसी भी कंप्यूटर पर स्थापित किया जा सकता है। इस सॉफ़्टवेयर का उपयोग करने का लाभ इसकी सस्ती लागत, नियमित अपडेट और रूसी संस्करण की उपस्थिति है, जो ऐसे ऑपरेटर के लिए उत्पाद का उपयोग करना आसान बनाता है जो अंग्रेजी नहीं बोलता है।

4.
मच4. यह आर्टसॉफ्ट का नवीनतम विकास है। मैक4 को लोकप्रिय मैक3 प्रोग्राम का उत्तराधिकारी माना जाता है। कार्यक्रम को सबसे तेज़ में से एक माना जाता है। पिछले संस्करणों से इसका मूलभूत अंतर एक इंटरफ़ेस की उपस्थिति है जो इलेक्ट्रॉनिक्स के साथ इंटरैक्ट करता है। यह नया सॉफ्टवेयर किसी भी ऑपरेटिंग सिस्टम पर बड़ी फ़ाइलों को संभाल सकता है। उपयोगकर्ता के पास रूसी भाषा में Mak4 प्रोग्राम का उपयोग करने के लिए मैनुअल तक पहुंच है।

5.
मेशकैम। यह त्रि-आयामी मॉडल और वेक्टर ग्राफिक्स के आधार पर सीएनसी मशीनों के लिए नियंत्रण कार्यक्रम बनाने के लिए एक पैकेज है। यह उल्लेखनीय है कि इस सॉफ़्टवेयर में महारत हासिल करने के लिए उपयोगकर्ता को व्यापक सीएनसी प्रोग्रामिंग अनुभव की आवश्यकता नहीं है। बुनियादी कंप्यूटर कौशल होना पर्याप्त है, साथ ही उन मापदंडों को सटीक रूप से निर्धारित करना है जिनके द्वारा मशीन पर उत्पादों को संसाधित किया जाएगा।
मेशकैम किसी भी 3डी मॉडल के दो-तरफा प्रसंस्करण को डिजाइन करने के लिए आदर्श है। इस मोड में, उपयोगकर्ता मशीन पर किसी भी जटिलता की वस्तुओं को तुरंत संसाधित करने में सक्षम होगा।

6.
सिंपलीकैम। यह डीएक्सएफ प्रारूप में चित्र बनाने, संपादित करने, सहेजने के लिए एक कॉम्पैक्ट और बहुक्रियाशील प्रणाली है। यह सॉफ्टवेयर सीएनसी मशीनों के लिए नियंत्रण कार्यक्रम और जी-कोड उत्पन्न करता है। इन्हें मोर्टार डिज़ाइन का उपयोग करके बनाया जाता है। उपयोगकर्ता अपने कंप्यूटर के ग्राफ़िक्स प्रोग्राम में से किसी एक में एक छवि बना सकता है और फिर उसे सिंपलीकैम पर अपलोड कर सकता है। प्रोग्राम इस ड्राइंग को अनुकूलित करेगा और इसे वेक्टर ड्राइंग में बदल देगा। उपयोगकर्ता मैन्युअल वैश्वीकरण जैसी सुविधा का भी उपयोग कर सकता है। इस मामले में, छवि को ऑटोकैड में उपयोग किए जाने वाले मानक टूल का उपयोग करके रेखांकित किया गया है। सिंपलीकैम सीएनसी मशीनिंग के लिए टूलपाथ बनाता है।

7.
कटव्यूअर। यह प्रोग्राम दो-अक्ष सीएनसी मशीनों पर सामग्री हटाने की प्रक्रिया का अनुकरण करता है। इसकी मदद से, उपयोगकर्ता संसाधित वर्कपीस और भागों का विज़ुअलाइज़ेशन प्राप्त कर सकता है। इस सॉफ़्टवेयर का उपयोग आपको तकनीकी प्रक्रिया की उत्पादकता बढ़ाने, मौजूदा प्रोग्रामिंग त्रुटियों को खत्म करने और डिबगिंग कार्य पर लगने वाले समय को कम करने की अनुमति देता है। कटव्यूअर आधुनिक मशीन टूल्स की एक विस्तृत श्रृंखला के साथ संगत है। इसके प्रभावी उपकरण आपको तकनीकी प्रक्रिया में गंभीर त्रुटियों का पता लगाने और उन्हें समय पर समाप्त करने की अनुमति देते हैं।

8.
कैडस्टडी. यह ड्राइंग प्रोग्राम का उपयोग करना आसान है। इसका उपयोग किसी भी जटिलता के प्रोजेक्ट, आरेख और ग्राफिक्स बनाने के लिए किया जाता है। इस प्रोग्राम के उन्नत टूलसेट का उपयोग करके, उपयोगकर्ता कोई भी वेक्टर चित्र बना सकता है जिसका उपयोग सीएनसी मशीनों पर मिलिंग या प्लाज्मा प्रसंस्करण को डिजाइन करने के लिए किया जा सकता है। उत्पन्न DXF फ़ाइलों को सही भाग पथ उत्पन्न करने के लिए CAM प्रोग्राम में लोड किया जा सकता है।
विनिर्मित उत्पादों की उत्पादन उत्पादकता और गुणवत्ता में उल्लेखनीय वृद्धि। हालाँकि, इनके संचालन के लिए विशेष कार्यक्रमों की आवश्यकता होती है। उनकी मदद से, भविष्य के उत्पादों के मॉडल बनाए जाते हैं और कमांड सेट किए जाते हैं जो मशीनों के संचालन को नियंत्रित करते हैं। सीएनसी मशीनों के लिए नियंत्रण कार्यक्रमों का विवरण आपको सही सॉफ़्टवेयर चुनने में मदद करेगा।
सबसे पहले, ऐसी मशीन के साथ काम करने के लिए आपको एक 3D संपादक की आवश्यकता होगी। घरेलू पदक, नंबर प्लेट या अन्य साधारण उत्पाद बनाते समय, आप ऐसे सॉफ़्टवेयर के बिना काम कर सकते हैं। यह आवश्यक छवि को जी कोड में बदलने के लिए पर्याप्त होगा। हालाँकि, वॉल्यूमेट्रिक उत्पादों के लेआउट उपयुक्त संपादकों में बनाए जाते हैं।
त्रि-आयामी मॉडल बाद के रूपांतरण के साथ विशेष सॉफ़्टवेयर (उदाहरण के लिए, आर्ट कैम) में बनाए जाते हैं। औद्योगिक उपकरणों के लिए, अलग सॉफ़्टवेयर का उपयोग करने की अनुशंसा की जाती है।
ऑपरेटिंग सिस्टम का बहुत महत्व है. एलपीटी पोर्ट का सीधा नियंत्रण महत्वपूर्ण है। Microsoft के सॉफ़्टवेयर में ऐसी क्षमताएँ नहीं हैं (हम Windows ऑपरेटिंग सिस्टम के बारे में बात कर रहे हैं)। कुछ सॉफ़्टवेयर के लिए, 0.2 सेकंड तक की देरी सामान्य होगी। हालाँकि, उदाहरण के लिए, MATH 3 जैसे सॉफ़्टवेयर का उपयोग ऐसी देरी की उपस्थिति में नहीं किया जा सकता है (मशीन क्षतिग्रस्त हो सकती है)।
सीएनसी प्रोग्राम लिनक्स वातावरण में बहुत बेहतर काम करते हैं। यहां तक कि ऐसी गतिविधियों के लिए विशेष रूप से बनाया गया एक ऑपरेटिंग सिस्टम "सीएनसी लिनक्स" भी है। इसे एलपीटी पोर्ट के उपयोग के माध्यम से सामान्य मशीन संचालन के लिए अनुकूलित किया गया है।
सीएनसी के लिए सॉफ्टवेयर की मात्रा बड़ी है। यह अपनी कार्यक्षमता और उद्देश्य में भिन्न है। कुछ सॉफ़्टवेयर के लिए शक्तिशाली कंप्यूटर की आवश्यकता होती है। अन्य नमूने कम शक्तिशाली कंप्यूटरों पर चलने में सक्षम हैं।
निम्नलिखित सॉफ़्टवेयर को प्रतिष्ठित किया जा सकता है:
ऊपर सूचीबद्ध सीएनसी प्रोग्राम अपना काम अच्छी तरह से करते हैं। दुनिया भर के विभिन्न उद्यम कई वर्षों से इनका उपयोग कर रहे हैं।
अलग से, यह अमेरिकी सॉफ्टवेयर "MATH 3" का उल्लेख करने योग्य है। यह विभिन्न प्रकार की मिलिंग मशीनों, प्लॉटर और लेथ के लिए उपयुक्त है। पेशेवरों और शौकीनों दोनों द्वारा व्यापक रूप से उपयोग किया जाता है।
सीएनसी मिलिंग मशीन के लिए इस प्रोग्राम का उपयोग करके आप यह कर सकते हैं:
इस सॉफ़्टवेयर का उपयोग करने के लिए आपके पास सीएनसी लिनक्स ओएस होना चाहिए। अन्यथा, सॉफ़्टवेयर का सही संचालन सुनिश्चित करना संभव नहीं होगा।

सीएनसी नियंत्रण कार्यक्रम बनाने की प्रक्रिया में कई चरण होते हैं। एक उदाहरण लकड़ी पर नक्काशी परियोजना बनाना होगा। सीएनसी मशीनों को सीएडी/सीएएम सॉफ्टवेयर का उपयोग करके प्रोग्राम किया जाता है, इसलिए पूरी कार्य प्रक्रिया में तीन चरण शामिल होंगे:
सीएनसी-नियंत्रित मशीन के साथ काम करने के लिए कुछ ज्ञान की आवश्यकता होती है। हालाँकि, विशेष सॉफ़्टवेयर की उपलब्धता इस कार्य को आसान बनाती है।
इस प्रकार, विशेष उपयोगिताओं के बिना संख्यात्मक रूप से नियंत्रित मशीनों का संचालन असंभव है। इन्हें अलग-अलग सॉफ़्टवेयर का उपयोग करके बनाया गया है. आज ऐसे सॉफ्टवेयर बड़ी मात्रा में मौजूद हैं। अलग-अलग सॉफ़्टवेयर कार्यक्षमता और कंप्यूटर की आवश्यकताओं दोनों में भिन्न होते हैं। हालाँकि सॉफ़्टवेयर को संचालित करने के लिए कुछ ज्ञान की आवश्यकता होती है, कई निर्देश सीखने की प्रक्रिया को आसान बनाते हैं।
सीएनसी मशीन पर एक हिस्से को संसाधित करने के लिए, आपको एक प्रोग्राम बनाने की आवश्यकता है, जो डिजिटल मापदंडों में व्यक्त आदेशों का एक समूह है, और एक कार्य योजना निर्दिष्ट है।
सीएनसी मशीनों के लिए एक कार्य योजना का विकास समन्वय किरणों के निर्माण से शुरू होता है, जिस पर अंक एक संख्यात्मक कोड का उपयोग करके वितरित किए जाते हैं; कार्य तत्वों की कार्रवाई उनके साथ की जाएगी। एक सॉफ्टवेयर इंजीनियर एक मिलिंग मशीन के लिए काम करता है।
टर्निंग और मिलिंग मशीन के लिए एक कार्यक्रम तैयार करने के लिए कुछ ज्ञान की आवश्यकता होती है। डिजिटल रूप से नियंत्रित मशीनों के लिए, प्रोग्राम को कार्टेशियन समन्वय प्रणाली पर लिखा जाना चाहिए, जिसमें एक ही केंद्र से निकलने वाली और एक दूसरे के लंबवत अंतरिक्ष में स्थित तीन किरणें शामिल होती हैं। समन्वय अक्षों की दिशा काटने वाले तत्व की गति के लिए कार्यक्रम निर्धारित करती है। एक्स, वाई, जेड अक्षों को कुछ नियमों के अनुसार अंतरिक्ष में वितरित किया जाता है:
वह बिंदु जहां किरणें प्रतिच्छेद करती हैं वह मूल बिंदु है। किसी समन्वय प्रणाली पर एक बिंदु निर्दिष्ट करने के लिए, प्रत्येक किरण पर इसकी संख्यात्मक अभिव्यक्ति नोट की जानी चाहिए।
मिलिंग के दौरान, आपको एक साथ कई समन्वय प्रणालियों के साथ काम करना होगा; कई केंद्रों की उपस्थिति मानी जाती है। मशीन टूल्स के लिए नियंत्रण कार्यक्रम एक जटिल प्रणाली है, और इसे लिखना एक जिम्मेदार प्रक्रिया है। वर्कफ़्लो को निम्नलिखित बिंदुओं द्वारा परिभाषित किया गया है:
समन्वय प्रणाली का केंद्र प्रारंभिक बिंदु है। आधुनिक टर्निंग और मिलिंग प्रोसेसिंग सिस्टम एक विशेष कार्यक्रम के अनुसार काम करते हैं। सॉफ़्टवेयर प्रोग्रामर-इंजीनियरों द्वारा बनाया जाता है, उन्हें संकलित करते समय आगामी कार्य की बारीकियों को ध्यान में रखा जाना चाहिए।
मशीन टूल्स के साथ काम करने के कार्यक्रमों से परिचित होने से आपको टर्निंग प्रक्रिया को समझने और मिलिंग मशीनों पर भागों को संसाधित करने का तरीका सीखने में मदद मिलेगी। उदाहरण के तौर पर, आप सीएनसी मशीनों के लिए एक प्रोग्राम के एक टुकड़े का उपयोग कर सकते हैं, जो मशीन पर स्थापित एक हिस्से को संसाधित करने के लिए संकलित किया गया है। 50 की त्रिज्या और 20 मिमी के कंधे के साथ खराद पर एक भाग का उत्पादन करना आवश्यक है। बायां कॉलम प्रोग्राम कोड को इंगित करता है, और दाएं कॉलम में इसका डिक्रिप्शन होता है। भाग को निम्नलिखित उदाहरण के अनुसार संसाधित किया गया है:

काम शुरू करने से पहले, तैयारी की जाती है: कटर को वर्कपीस तत्व के शुरुआती बिंदु पर तय किया जाता है, फिर आपको मापदंडों को रीसेट करने की आवश्यकता होगी। उदाहरण प्रोग्राम आपको यह समझने की अनुमति देते हैं कि सिस्टम कैसे काम करता है और वे मशीन को कैसे नियंत्रित करते हैं।
नियंत्रण कार्यक्रमों के उदाहरणों से परिचित होने से नौसिखिए प्रोग्रामर को मशीन नियंत्रण की मूल बातें सीखने में मदद मिलेगी।
सॉफ्ट-नियंत्रित टर्निंग और मिलिंग मशीनें तकनीकी लचीलेपन की विशेषता वाला एक कार्यक्रम है। यह संपत्ति आपको एक भाग का प्रसंस्करण समाप्त करने के बाद तुरंत अगले उत्पाद के प्रसंस्करण के लिए आगे बढ़ने की अनुमति देती है। मशीन को चालू करने के लिए, प्रोग्रामर को एक प्रोग्राम लिखना होगा जहां जानकारी संख्यात्मक रूप में एन्कोड की गई है। सीएनसी खराद के लिए एक प्रोग्राम के उदाहरण का उपयोग करके, आप देख सकते हैं कि सिस्टम कैसे काम करता है। नियंत्रण कार्यक्रम कार्य की गुणवत्ता को प्रभावित करते हैं, उनकी तैयारी पूरी जिम्मेदारी के साथ की जानी चाहिए। एक आधुनिक टर्निंग और मिलिंग मशीन केवल प्रोग्रामों के आधार पर संचालित होती है। स्वचालित उपकरणों में अग्रणी है।
सीएनसी मशीन पर संसाधित भागों को ज्यामितीय वस्तुएं माना जा सकता है। प्रसंस्करण के दौरान, घूमने वाला उपकरण और वर्कपीस एक निश्चित प्रक्षेपवक्र के साथ एक दूसरे के सापेक्ष चलते हैं। यूई उपकरण के एक निश्चित बिंदु - उसके केंद्र - की गति का वर्णन करता है। टूल पथ को अलग-अलग अनुभागों से मिलकर दर्शाया गया है जो एक दूसरे में विलय हो जाते हैं। ये खंड सीधी रेखाएं, गोलाकार चाप, दूसरे या उच्चतर क्रम के वक्र हो सकते हैं। इन अनुभागों के प्रतिच्छेदन बिंदुओं को संदर्भ, या नोडल, बिंदु कहा जाता है। एक नियम के रूप में, सीपी में संदर्भ बिंदुओं के निर्देशांक होते हैं।
आइए चित्र में दिखाए गए खांचे को संसाधित करने के लिए एक छोटा कार्यक्रम लिखने का प्रयास करें। 3.4. संदर्भ बिंदुओं के निर्देशांक जानने के बाद ऐसा करना कठिन नहीं है। हम पूरे प्रोग्राम के कोड पर विस्तार से विचार नहीं करेंगे, लेकिन खांचे के संदर्भ बिंदुओं के माध्यम से आगे बढ़ने के लिए सीधे जिम्मेदार लाइनों (प्रोग्राम के फ्रेम) के लेखन पर विशेष ध्यान देंगे। एक खांचे को मशीन करने के लिए, आपको सबसे पहले कटर को बिंदु T1 पर ले जाना होगा और इसे उचित गहराई तक नीचे करना होगा। इसके बाद, आपको कटर को सभी संदर्भ बिंदुओं के माध्यम से क्रमिक रूप से ले जाना होगा और टूल को वर्कपीस सामग्री से ऊपर ले जाना होगा। आइए खांचे के सभी संदर्भ बिंदुओं के निर्देशांक ढूंढें और सुविधा के लिए उन्हें तालिका में रखें। 3.1.
तालिका 3.1. खांचे संदर्भ बिंदुओं के निर्देशांक
| डॉट | एक्स समन्वय | वाई समन्वय |
|---|---|---|
| टी एल | 3 | 8 |
| टी2 | 3 | 3 |
| टी | 7 | 3 |
| टी -4 | 7 | 8 |
आइए काटने के उपकरण को पहले संदर्भ बिंदु पर लाएं:
अगले दो फ़्रेम उपकरण को वर्कपीस सामग्री में आवश्यक गहराई तक उतरने का कारण बनते हैं।
N60 G00 Z0.5
N70 G01 Z-l F25
एक बार जब उपकरण वांछित गहराई (1 मिमी) पर हो, तो आप इसे खांचे को मशीन करने के लिए सभी संदर्भ बिंदुओं के माध्यम से ले जा सकते हैं:
N80 G01 X3 Y3
N90 G01 X7 Y3
N100 G01 X7 Y8
अब आपको टूल को वर्कपीस सामग्री से हटा देना चाहिए - इसे थोड़ी ऊंचाई तक उठाएं:
आइए सभी फ़्रेमों को एक साथ रखें, कुछ सहायक कमांड जोड़ें और प्रोग्राम का अंतिम संस्करण प्राप्त करें:
| यूपी कर्मी | फ़्रेम विवरण |
|---|---|
| % | प्रोग्राम प्रारंभ प्रतीक |
| O0001 (PAZ) | प्रोग्राम संख्या (0001) और प्रोग्राम का नाम (PAZ) |
| N10 G21 G40 G49 G54 G80 G90 | सुरक्षा स्ट्रिंग |
| N20 M06 T01 (फ़्रेज़ा D1) | कॉलिंग टूल नंबर 1 |
| N30 G43 H01 | उपकरण लंबाई मुआवजा संख्या 1 |
| N40 M03 S1000 | स्पिंडल गति चालू करना (1000 आरपीएम) |
| N50 G00 X3 Y8 | संदर्भ बिंदु T1 की ओर त्वरित गति |
| N60 G00 Z0.5 | तीव्र उपकरण गति B Z0.5 |
| N70 G01 Z-l F25 | 25 मिमी/मिनट की फ़ीड दर पर 1 मिमी की गहराई तक संचलन |
| N80 G01 ХЗ Y3 | बिंदु T2 तक उपकरण की गति (25 मिमी/मिनट) |
| N90 G01 X7 Y3 | बिंदु T3 तक उपकरण की गति (25 मिमी/मिनट) |
| N100 G01 X7 Y8 | बिंदु T4 तक उपकरण की गति (25 मिमी/मिनट) |
| N110 G01 Z5 | Z5 में टूल लिफ्ट (25 मिमी/मिनट) |
| एन120 एम05 | स्पिंडल गति को बंद करना |
| N130 MZ0 | कार्यक्रम को पूरा करना |
| % | कार्यक्रम का अंत प्रतीक |

प्राचीन काल से ही लोग ऊँचे चढ़कर अपने आस-पास के लोगों से ऊपर उठने की कोशिश करते रहे हैं। उन्होंने उत्थान के लिए कई अलग-अलग तरीकों का आविष्कार किया...

यह संसाधन उन लोगों के लिए अत्यंत महत्वपूर्ण है जो फसलों के उत्पादन में संलग्न होने का निर्णय लेते हैं। निर्माण और विकास के दौरान...
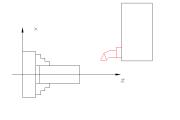
चित्र में. 2.21. दाहिने हाथ के नियम का उपयोग करके सीएनसी मशीन के समन्वय अक्षों की परिभाषा प्रस्तुत करता है: अंगूठा - अक्ष...
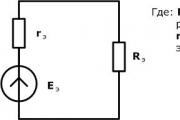
12/05/2014 पाठ 25 (9वीं कक्षा) विषय। सरल विद्युत परिपथों की गणना विद्युत गणना की किसी भी समस्या का समाधान...

यह कुछ आवेशित कणों की क्रमबद्ध गति है। पूरी क्षमता का समुचित उपयोग करने के लिए...

इसी तरह के लेख क्यों अंकुर सूख जाते हैं कभी-कभी अच्छी जड़ प्रणाली और समृद्ध अंडाशय के साथ टमाटर की झाड़ियों पर, फिर...

हमारे बागवानों के लिए शिमला मिर्च उगाना अब कोई नई बात नहीं है। हमारे यहां अंकुर अच्छे से विकसित होते हैं...

2017-08-17 इगोर नोवित्स्की यह जानना कि खीरे की पौध ठीक से कैसे उगाई जाए, प्रभावी ढंग से मिट्टी कैसे तैयार की जाए...

मनी ट्री जीनस से संबंधित एक बहुत ही सुंदर और दिलचस्प पौधे का नाम है...

- एक चढ़ने वाला पौधा जो बगीचे को विभिन्न आकृतियों और रंगों के फूलों से सजाता है जो लगभग सभी गर्मियों में रहते हैं...

बागवानों को दुःख और निराशा का अनुभव होता है, जब उनके समय और प्रयास के बदले में उन्हें फीकी चीज़ मिलती है...

इसी तरह के लेख क्यों पौधे फैलते हैं सब कुछ सही है इसमें पर्याप्त रोशनी नहीं है आपको इसे समय पर रोपने की जरूरत है आप कहां हैं...

यदि आपको अनानास जैसा उष्णकटिबंधीय व्यंजन पसंद है, लेकिन इस फल को चुनना मुश्किल लगता है...

हाल के वर्षों में, प्रकृति की अनियमितताएं आम हो गई हैं, इसलिए फूल उत्पादक उपयुक्त नमूनों का चयन करते हैं...

यह संसाधन उन लोगों के लिए अत्यंत महत्वपूर्ण है जो फसलों के उत्पादन में संलग्न होने का निर्णय लेते हैं। निर्माण के दौरान और...

चित्र में. 2.21. दाहिने हाथ के नियम का उपयोग करके सीएनसी मशीन के समन्वय अक्षों की परिभाषा प्रस्तुत की गई है: बड़े...