Русские земли и княжества в XII - первой половине XIII в
← 1132 - 1471 Столица Киев Язык(и) Древнерусский Религия Православное христианство Население восточные славяне...
Для чего необходима маркировка? Что означает цифра или буква в маркировке ? Эти, и многие другие вопросы часто задают начинающие сварщики. В этой статье мы расскажем, как расшифровывать надписи на упаковке, научим разбираться в деталях маркировок и их особенностях.

Следующие цифры - это диаметр стержня, измеряемый в миллиметрах. Диаметр подбирается исходя из толщины свариваемого металла. Чем толще, тем диаметр больше. В нашем примере это 5 мм.

Также электроды могут быть предназначены для различных металлов. В нашем примере это буква «У», она означает, что можно варить низколегированную сталь с пределом прочности 60 кгс на миллиметр квадратный. Если у такой стали предел прочности выше, то используйте электроды с маркировкой буквой «Л». Электроды для сварки теплоустойчивой стали обозначаются «Т»; для сварки сталей, имеющих особые свойства установлена буква «В», а стержни для наплавки обозначаются буквой Н».

Следующее обозначение - толщина или иначе обмазки. В нашем примере это «Д» (толстое покрытие). Но помимо этого, сварочные электроды так же маркируются буквой «М» (тонкое покрытие), буквой «С» (среднее) и буквой «Г» (очень толстое).
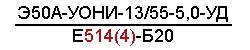
Это одна из самых сложных маркировок, новички часто не понимают ее, потому что в нескольких числах заложено множество характеристик сразу. Обычно, группа индексов пишется на упаковке с электродами для сварки высоколегированной стали, так что это уже упрощает понимание. Давайте подробнее разберем, что значит каждая цифра в нашем примере.
Итак, цифра 5 - это стойкость шва к коррозии. Цифра 1 - это максимальная рабочая температура, при которой указана жаропрочность . Цифра 4 - это рабочая температура шва. Цифра (4), взятая в скобки, обозначает, сколько в шве ферритной фазы. Чем каждая цифра больше, тем соответственно больше значение. Ниже таблица с характеристиками металла шва для сварки высоколегированных сталей, изучив ее вы поймете, что значит каждая цифра.

Условное обозначение электродов для наплавки может состоять из двух частей, а не из 3-4 цифр, как мы говорили ранее. К индексу из 3-4 цифр добавляется индекс из трех цифра, написанных через дефис и разделенных дробью с первым индексом. Например, Е300/32-1. Цифра 32 обозначает твердость металла, который можно наплавить. Цифра 1 обозначает, что твердость у таких электродов обеспечивается без термического воздействия. Иногда можно встретить цифру 2, она означает, что твердость обеспечивается после термического воздействия.

Это одно из последних значений в маркировке. Как многие другие характеристики электрода обозначается буквой. В нашем примере буква «Б» (основное покрытие), но бывает также «Ц» (целлюлозное), «А» (кислое), «Р» () и «П» (прочее). Буквы могут соединяться, обозначая электроды с особым покрытием (к примеру, «РЦ» обозначает рутилово-целлюлозное). Если в составе обмазки есть железный порошок, то дополнительно ставится буква «Ж» (к примеру, «БЖ» обозначает основное покрытие с железным порошком).
![]()
Каждый тип электрода предназначен для работы в определенном положении. В нашем примере это стержень для работы в любых положениях, кроме , обозначается цифрой «2». Также есть цифра «1» (полностью универсальный), «3» (для работы на вертикальной плоскости) и «4» (для нижних ). Эти цифры соответствуют международным стандартам и ими маркируется большинство как отечественных, так и зарубежных материалов.


Вы могли заметить, что мы пропустили букву «Е», когда говорили про группу индексов. Это особая маркировка, она обозначает, что перед вами плавящийся электрод с покрытием. Это так же международное обозначение.

Чтобы закрепить, рассмотрим расшифровку марки электродов на примере АНО-21.
1: Тип электрода (Э46, подходит для низколегированных сталей с низким пределом прочности).
2: Марка (АНО-21 соответственно).
3: Диаметр (в нашем случае 2,5 миллиметра).
4: Назначение (буква «У», значит для углеродистой или низколегированной стали) и т.д.
Мы намеренно не закончили расшифровку маркировки, чтобы вы сделали это самостоятельно. Выпишите на листке остальные цифры с фотографии и расшифруйте. Расшифровка маркировки только на первый взгляд кажется такой сложной, на самом деле достаточно один раз сделать это самому, чтобы понять всю суть. Можете взять несколько разных упаковок из-под электродов и самостоятельно расписать всю расшифровку, чтобы потренироваться.
Теперь вы знаете, что обозначает в маркировке типов электродов буква и цифра. Новичкам маркировка электродов для сварки часто кажется чем-то запутанным и непонятным, но надеемся, что смогли подробно все объяснить. С маркировкой выбор электродов для
Ручная дуговая сварка производится с помощью электродов. Именно этот металлический стержень со специальным покрытием (или без него) обеспечивает плавящую дугу и формирует сварочный шов с определенными параметрами.
Для получения качественного, прочного, и эстетически красивого соединения – необходимо правильно подобрать расходники. Критерии подбора электродов для сварки:
Все электроды делятся на два основных вида. Неметаллические (угольные, графитовые) и выполненные из проволоки. Соответственно металлические электроды бывают неплавящиеся или плавящиеся. Последние могут быть без покрытия или же с ним.
Штучные непокрытые электроды применялись на заре развития сварочного дела. Сегодня они практически не используются. Этот тип трансформировался в сварочную проволоку, которая непрерывно подается к зоне образования дуги в полуавтоматических сварочных аппаратах. Благодаря проведению работ в среде инертных газов, залипание электрода не происходит.
Покрытие (обмазка) штучных электродов предназначена для формирования правильной дуги, создания необходимой химической среды в точке сварки, придания шву требуемых характеристик.
Производителями предлагаются различные типы и марки .

Ассортимент составляет сотни разновидностей. Опытный мастер сразу может сказать, какой именно расходник нужен для определенного вида работ. Тем не менее, необходимо точно знать, какие бывают электроды, и уметь расшифровать обозначение на упаковке.
Условные обозначения, маркировка и даже краткая инструкция по хранению, подготовке и использованию обычно наносится на упаковку или предлагается в виде вкладыша на отдельном листке бумаги.

Такая информация может быть выполнена в любой форме, хоть картинками в стиле комиксов. Однако официальной (по которой, в том числе можно предъявлять претензии в Роспотребнадзор) является маркировка по ГОСТ.

Производство продукции регламентируется стандартами. Самый распространенный сегмент охвачен ГОСТ 9466-75, который определяет порядок производства, проведения испытаний, нанесение обозначений на упаковку для штучных электродов.
Согласно этому стандарту, на каждой упаковке должна быть нанесена информация в следующем виде.
Все сварочные электроды имеют маркировку и назначение. В ней указывается вся информация о самом электроде, например о его составе, и иногда даже о производителе. Разбираясь во всех этих обозначениях, всегда можно самостоятельно подобрать требуемые материалы для соединения.
В первую очередь всегда стоит проверять, соответствует ли выбранный электрод государственным стандартам. Для этого на упаковке должна быть надпись «ГОСТ» и несколько цифр после неё.
Если все это присутствует, можно спокойно продолжать выбор сварочный электродов, подбирая их по остальным показателям, не боясь подделок и некачественного товара.
Электрод сделан в виде стержня, он может быть как металлическим, так и изготовленным из других материалов, в зависимости от его предназначения. А вобще его цель - это поставка тока в место сварки. Поэтому опытный сварщик всегда обратит внимание на электропроводность материала. Для производства электродов принято использовать проволоку, в состав которой входят сплавы с разной степенью легированности.
Стоит обращать внимание и на внешнее покрытие. Оно наносится для обеспечения защиты от внешних раздражителей, таких как азот или кислород. К остальным преимуществам покрытия можно отнести поддержку стабильности сварочной дуги и удаление возможных примесей - они могут находиться в расплавленном металле.
Рассмотрим несколько компонентов, которые обеспечивают качество покрытия электрода:
К компонентам, которые создают газообразующую среду, можно отнести декстрин и муку. Цель любой сварки - это обеспечение качественного шва, со стойкостью к коррозии и высокой прочностью. Для этого в состав электрода должны входить такие легирующие примеси:
Их может быть намного больше, это лишь основные из них и чаще встречающиеся.
Все электроды глобально делятся на два вида: плавящиеся и неплавящиеся. К первым относят медные, бронзовые, стальные и медные материалы. Иногда встречаются непокрытые изделия, их принято использовать как проволоку для соединений с применением защитного газа. А неплавящиеся - это лантанированные вольфрамовые или торированные электроды.
Если продукт обозначен буквой «А» - это показывает, что его покрытие кислое, его стоит использовать для стальных конструкций, если в соединяемом металле наблюдается высокий уровень углерода и серы.
Буква «Б» будет указывать на то, что работать с такими изделиями в вертикальном положении запрещено - кстати, как и в случае с буквами «А» и «Р». Буква «Ц» означает, что нет запрета на какие-либо нестандартные положения и эти электроды могут производить качественную работу в любом положении. Но был замечен один недостаток - в виде чрезмерного разбрызгивания и постоянного контроля за температурой изделия.
Ещё одна разновидность - это смешанная маркировка электродов для сварки, она может выглядеть таким образом: «АЦ», «РБ». Они нашли свое основное применение в сварке различного рода конструкций или трубопроводов.
Естественно, это ещё не все обозначения. Существует очень много нюансов. Первые цифры и буквы обычно обозначают предел максимальной нагрузки. Если присутствует такая маркировка: «Э41» - это значит, что детали, которые подвергались сварке, смогут противостоять нагрузке в 41 килограмм на 1 квадратный мм. Существуют также другие варианты, позволяющие охарактеризовать сварочное изделие:
Обозначение толщины слоя покрытия:
Цифры в конце маркировки пишутся для понимания пространственного положения изделий и значения тока, которое рекомендуется использовать в данном случае.
Подробнее:
Дополнительно на коробку с изделиями могут наноситься обозначения о том, что внутри хрупкий товар, который не стоит подвергать испытаниям влагой. Все эти маркировки легко расшифровать даже на интуитивном уровне, имея общие знания в сварочном деле. Это значительно облегчит поиски требуемого материала для сварки.
При сварке металлов, их совместимость с составом наплавляемых стержней определяют по маркировке электродов, которая в обязательном порядке наносится на упаковку. Чем точнее подобраны по элементам материалы, тем прочнее окажется соединение. Важно уметь правильно прочитать зашифрованную в буквенно-цифровых обозначениях информацию, в которой заложены сведения о назначении и химическом составе электродов и их покрытия.
Самый распространённый вариант соединения металлических деталей - это дуговая сварка, когда скрепление происходит за счёт плавления под воздействием высокой температуры электрической дуги. По типу применяемого оборудования, условиям проведения процесса, другим техническим признакам различают следующие разновидности способов:

Соединение посредством ручного дугового метода осуществляется стержнями разных типов и производится под флюсом, защитным газом. Особенность способа заключается в том, что сварщик по ходу работы отслеживает качество шва и имеет возможность изменить параметры: величину тока, длину дуги и другие составляющие факторы.
 Электроды для производства работ методом дуговой сварки подразделяют на плавящиеся и несгораемые. Первые изготавливают из стали, чугуна, меди - в зависимости от соединяемых металлов, и используют в качестве катода или анода, присадочного материала. Плавящийся электрод состоит из внутреннего стержня, структура которого обусловлена свойствами свариваемых металлов, и внешней оболочки. Покрытие электрода (есть виды и без него) многофункционально: удержание дуги, добавка в сплав необходимых химических элементов для раскисления и легирования металла, образование газового облака, защищающего шов от окисления.
Электроды для производства работ методом дуговой сварки подразделяют на плавящиеся и несгораемые. Первые изготавливают из стали, чугуна, меди - в зависимости от соединяемых металлов, и используют в качестве катода или анода, присадочного материала. Плавящийся электрод состоит из внутреннего стержня, структура которого обусловлена свойствами свариваемых металлов, и внешней оболочки. Покрытие электрода (есть виды и без него) многофункционально: удержание дуги, добавка в сплав необходимых химических элементов для раскисления и легирования металла, образование газового облака, защищающего шов от окисления.
Несгораемые электроды изготавливают из тугоплавких веществ - это уголь, графит или вольфрам. С их помощью разжигают и удерживают дугу, а наполнение шва металлом осуществляют ручной подачей в зону нагрева плавкого материала.
Множество вариантов исполнения покрытых электродов в различных сочетаниях веществ, взаимодействующих при сварке, обусловило появление нескольких классификаций, помогающих ориентироваться при выборе нужных композиций. По назначению различают:
Другие параметры обозначают деление: по толщине слоя покрытия (тонкие, средние и толстые), роду тока (постоянный и переменный), составу обмазки (кислотный, основной, рутиловый) и пространственному расположению электрода. Сечение стержня и качество шва также имеют свою шифровку.
Многочисленные марки электродов для ручной дуговой сварки регламентируются нормативным документом ГОСТ 9466–75 . Согласно этому нему на упаковку наносят сведения о 9 основных параметрах:

Недостаточно просто ознакомиться с условными обозначениями, нанесёнными на упаковку - их надо прочитать. Для этого потребуется заглянуть в справочники.
Для лучшего запоминания следует наглядно провести расшифровку электродов по обозначению. Для примера можно взять изделие с таким кодом:
Э46-ЛЭЗМР-3С-Ø-УД
Е 43 1 (3)-РЦ13
Раскладка установления свойств по маркировке:

Сегодня имеется большой выбор изделий для соединения любых металлов посредством электрической дуги. Пользуясь маркировкой, всегда можно подобрать именно тот электрод, который нужен.
Технологий получения качественных неразъемных соединений довольно-таки много, однако, наиболее популярным на сегодняшний день методом является ручная дуговая сварка, которая производится за счет использования штучных электродов. В зависимости от подобранных марок электродов для ручной дуговой сварки можно при помощи одного и того же оборудования, немного отрегулировав настройки аппарата, получить качественные швы разных типов и предназначений. Более того, можно получить надежный шов при любом положении в пространстве, даже в наиболее труднодоступных участках.
Чтобы сварные соединения получились как можно лучше для каждого металла выпускают свои разновидности электродов для сварки.
Электроды, использующиеся для получения надежных сварных швов, производятся в виде стержней, сделанных из калиброванной сварочной проволоки. В данном случае используется холоднотянутая технология, подразумевающая, что в дальнейшем в процессе опрессовки будет наносится специальный защитный слой.
Это покрытие электродов для сварки предназначается для того, чтобы в процессе проведения работ осуществлялась металлургическая обработка сварочной ванны, на нее не оказывалось воздействия со стороны окружающей среды.
Еще данное покрытие позволяет добиться наиболее устойчивого горения дуги, что при дуговой сварке плавящимся электродом тоже очень важно. При неравномерной дуге будет весьма проблематично получить одинаковый шов по всей его протяженности. Защитное покрытие имеет в своем составе следующие вещества:
Марки электродов для ручной дуговой сварки могут формироваться в зависимости от покрытия, его качества и ряда других показателей.
В процессе сварки могут использоваться плавящиеся и неплавящиеся электроды – это зависит от технологии ручной дуговой сварки, причем для этого могут использоваться разного рода дополнительные элементы и материалы.
При использовании в процессе проведения работ неплавящихся электродов следует помнить, что они производятся из электротехнического угля, вольфрама или графита, полученного искусственным способом. Нужно помнить, что электропроводность у графита значительно выше по сравнению с остальными материалами, к тому же они не настолько быстро окисляются – использовать их при ручной дуговой сварке неплавящимся электродом достаточно экономично и выгодно.
Их диаметр находится в пределах от 4 до 18 мм, в длину они бывают до 70 см. Для сварных работ по полуавтоматической или автоматической технологии применяется специальная калиброванная проволока, которая бывает диаметром от 0,2 до 12 мм. Она заменяет собой сами электроды с защитным покрытием. Проволока выпускается в катушках, которые могут весить вплоть до 80 кг. Сегодня существует технология производства порошковой проволоки, проволоки, которая имеет в своем составе специальные легированные элементы, выпускают электродную ленту и пластины.
Плавящиеся электроды для ручной дуговой сварки производятся из специальной сварочной проволоки, которая может быть просто углеродистой, с внесенными легированными элементами или же с большим количеством данных веществ.
Типы электродов, используемых для сварных работ или для наплавки, могут классифицироваться по сфере применения (например, для соединения элементов из стали, чугуна, цветных металлов, наплавочных работ), различным технологическим особенностям – для аргонной сварки, для валиковых работ, для наиболее полного проплавления материала. Кроме того, ручная дуговая сварка покрытыми электродами может классифицироваться по механическим характеристикам шва, по методу нанесения металла на заготовку, по физическим свойствам шлака и так далее.
Главными требованиями, которые предъявляются к электродам при проведении сварных работ, являются следующие:
Ручная дуговая сварка покрытыми электродами может осуществляться при помощи специальных изделий, обладающих дополнительными покрытиями из целлюлозы, с рутиловым покрытием и так далее. Как правило, подобные электроды используются для работ с нержавеющей сталью.
По своим ключевым функциям электроды могут иметь определенные отличия в зависимости от своей марки и техники проводимых работ:

Режимы ручной дуговой сварки покрытыми электродами выбирают также в зависимости от типа покрытия. Информация о нем также имеется на маркировке:
Прежде всего, профессиональные сварщики рекомендуют учиться варить именно на том аппарате, которым планируется работать в последующем. Это позволяет как можно быстрее изучить все характеристики данного оборудования, подобрать оптимальную силу тока для каждого типа электродов.
К подбору сварочной маски также желательно подходить наиболее ответственно. Защитные фильтры имеют определенные номера, причем эти фильтры также должны подбираться оптимально, принимая во внимание особенности зрения – чувствительность глаз, диоптрии и так далее. При выборе фильтра имеется основной критерий – должна быть прекрасно видна сварочная ванна.
Сварочные элементы должны находиться на определенном расстоянии друг от друга – в этом случае соединение получится наиболее качественным. Если зазор сделать чересчур маленьким, то сварной шов будет слишком выпуклым – это связано с недостаточным прогревом металла. Чересчур большой зазор не позволит равномерно наложить расплавленный металл, так как сварочная дуга начнет сильно отклоняться от линии сварки.
При проведении сварочных работ по ручной дуговой технологии категорически запрещается прокладывать заземлитель по сырой основе, например, по лужам, снегу и так далее. Все работы необходимо производить в специальных защитных перчатках и обуви на толстой резиновой подошве. Перед тем как приступить к выполнению работ, следует тщательно проверить, насколько целые все защитные элементы.
Использовать перчатки разрешается только в том случае, если они полностью сухие. Если не принимать во внимание данный момент, при смене электрода можно получить поражение электрическим током, которое произойдет в цепи: реостат, держак электрода, сам сварщик и заземление.
Лицо всегда защищают с помощью специальной маски: она способствует защите от раскаленных металлических брызг, от яркого света, который будет возникать в процессе проведения работ. Дело в том, что яркость испускаемых световых лучей может быть в несколько тысяч раз выше по сравнению с допустимыми значениями для человеческого зрения. Если смотреть на сварку незащищенными глазами, то это в конечном счете может привести к временному ослаблению зрения. Также сварка является источником инфракрасного излучения, что становится причиной определенных дефектов зрения, в частности, может начать развиваться катаракта, однако, это случается не слишком часто.
При сварке наибольшую опасность для зрения представляет ультрафиолетовое излучение, являющееся причиной светобоязни, которая может проявиться в качестве рези в глазах, покраснения, обильного слезотечения и временным ослаблением зрения. Вылечить это можно с помощью обыкновенных глазных капель.
Если правильно подобрать аппарат, электроды и маску, то все сварочные работы будут абсолютно безопасными, а сварной шов получится очень надежным, качественным и долговечным.

← 1132 - 1471 Столица Киев Язык(и) Древнерусский Религия Православное христианство Население восточные славяне...

Если во сне Вы просыпали на пол крупу, то Вас ждут потери. Для беременной женщины такой сон может быть предупреждением о...

Суп картофельный вегетарианскийПpодукты: 700 г каpтофеля, 1,4 л воды, 40 г сливочного масла, 2 яйца, 100 г сметаны, 0,5...

Современные понятия о красоте требуют от девушек серьезных усилий для достижения идеальной фигуры. Еще недавно параметры...

Думаете над тем, что приготовить на завтрак или ужин? Обратите внимание на гречку. Эта каша сытная и очень полезная....

Приготовление индюшачьего шашлыка: Филе промойте, обсушите, нарежьте поперёк волокон крупными кусками.Луковицу очистите,...

Домашняя выпечка - это нечто особенное, что придает дому особый аромат и атмосферу. Пожалуй, нет ничего...

Меланин является природным пигментом, придающим волосам, коже и радужной оболочке глаз человека их уникальный и...

Воинские звания в Иностранном легионе. Примечание: Галон - знак отличия во французской армии надеваемый на...

Существуют интересные и необычные приметы про змей. Их стоит знать, ведь, кто знает, где можно столкнуться с...
Огромное влияние человека на природу и масштабные последствия его деятельности послужили основой для создания...

Родился 11 мая 1946 г. В 1966 г. окончил Ярославское военное училище имени А.В. Хрулева и был назначен в СибВО...

Боевой путь 42-й гвардейской Евпаторийской Краснознаменной мотострелковой дивизии История 42-й гвардейской...
Человек как продукт биологической, социальной и культурной эволюции Появление человека Научное исследование...

Если во сне Вы просыпали на пол крупу, то Вас ждут потери. Для беременной женщины такой сон может быть...

Суп картофельный вегетарианскийПpодукты: 700 г каpтофеля, 1,4 л воды, 40 г сливочного масла, 2 яйца, 100 г...